



我们的弯管-【弯管价格】支持大小批量采购视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:弯管-【弯管价格】支持大小批量采购的图文介绍


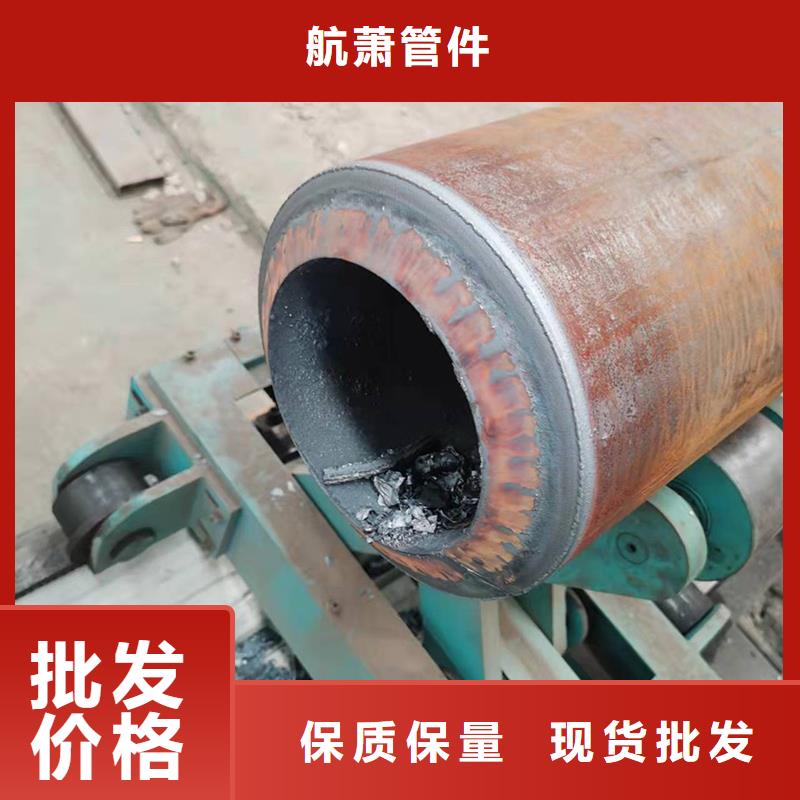
弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部,R高于肘部2倍,r=1~2倍为肘部。 弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。 当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。 外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。



航萧管件有限公司是一家以生产 广东梅州H型钢拉弯为主的生产厂家,集科研、生产、销售为一体的大型股份制企业,现拥有三个大型生产厂地。


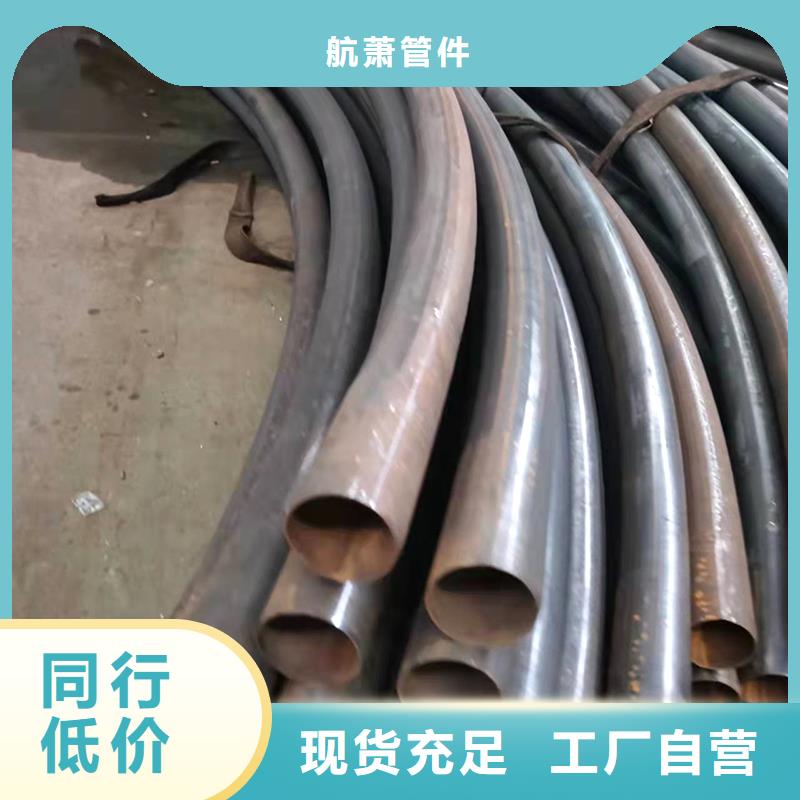
无缝弯管主要用在哪里?无缝弯管的用途比较的广泛。无缝弯管是由普通的碳素钢结构以及低合金结构或者是合金钢结构而加工制作成的,属于大批量生产。但是一般来说根据使用的用途不一样来纷争这几种。无缝弯管的生产方式分为冷轧弯管,冷拔弯管,热轧弯管以及挤压弯管等等。 1,要是想分寸更小和品质更好的无缝弯管,必需采纳热轧,冷拔或者许两者联结的办法。热轧一般正在二辊式压路机上停止,钢弯管正在变断面圆孔槽和没有动的扇形顶头所组成的环形孔型中轧制。,甲模冲压处理主要是为特殊规格减速机的部分的形状,所述压力机可以使用参考表面施胶内径管,钢用模具切割拉伸成形冲压。弯管铬不锈钢冲压和一个扩展的同时,机械强度高,易于制造的部件,能够满足正常的设计和建筑工人的需求。形成径向减小直径管道被放置到大的端部直径管道的直径等于该结晶器管,然后通过按压在管的轴向上,该金属沿着模腔和成形收缩移动。通常焊接弯管焊接在管线施工现场,由于对于各种类型的焊接管的不同的标准,根据管道的水平需要现场焊缝。,江东管道专业弯管实体,冷拔一般正在0.5~100T的单链式或者双链式冷拔机上停止。 2,管道弯管挤压法行将加热好的弯管坯放正在密闭的挤压圆筒内,戳穿棒与挤压杆一同活动,使挤压件从较小的模孔中腾出。本法可消费直径较小的钢弯管。其板材会无效额置于传动轴以及压下辊之间,正在运转时其传动辊的正反位置是交流转动的,那样就会使得板材往返活动,调理其压下辊使之逐渐压下。弯管生产厂家正在加工弯管的进程中一般状况下会运用其卷板机,弯管生产厂家告诉你弯管加工制作时有什么要求吗?设施采纳第三辊卷板机按三点决议一圆的情理,无效的对于板坯停止其陆续的蜿蜒,那样三辊其卷板机正在运用的进程中会存正在两个传动辊和一度压下辊。弯管正在停止拉弯的进程中。



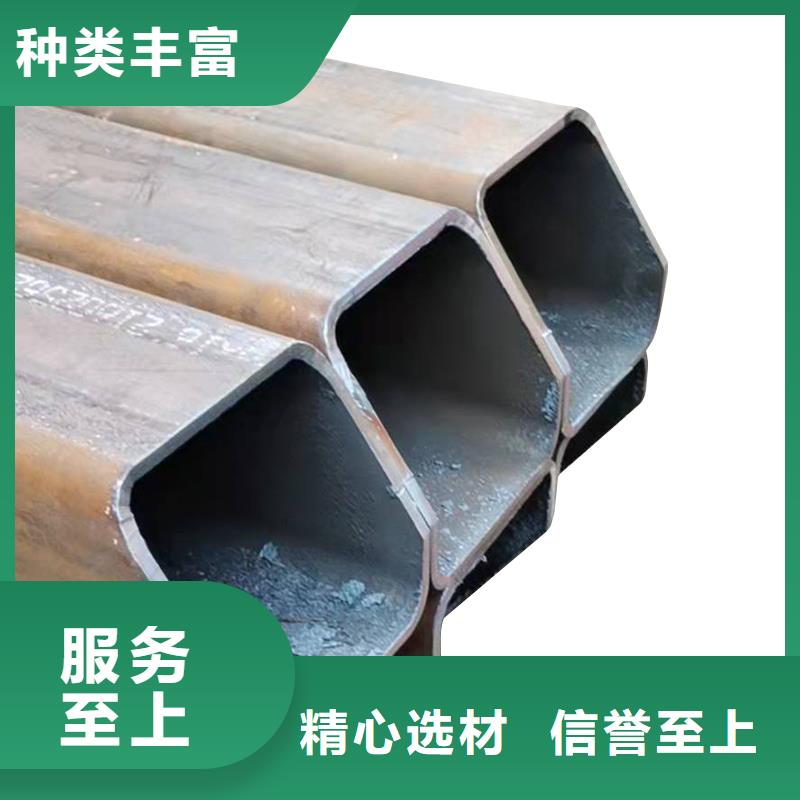
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。

