


联系我们

当前位置:
聊城 裕盛钢板仓(深圳市分公司) >深圳本地行业频道
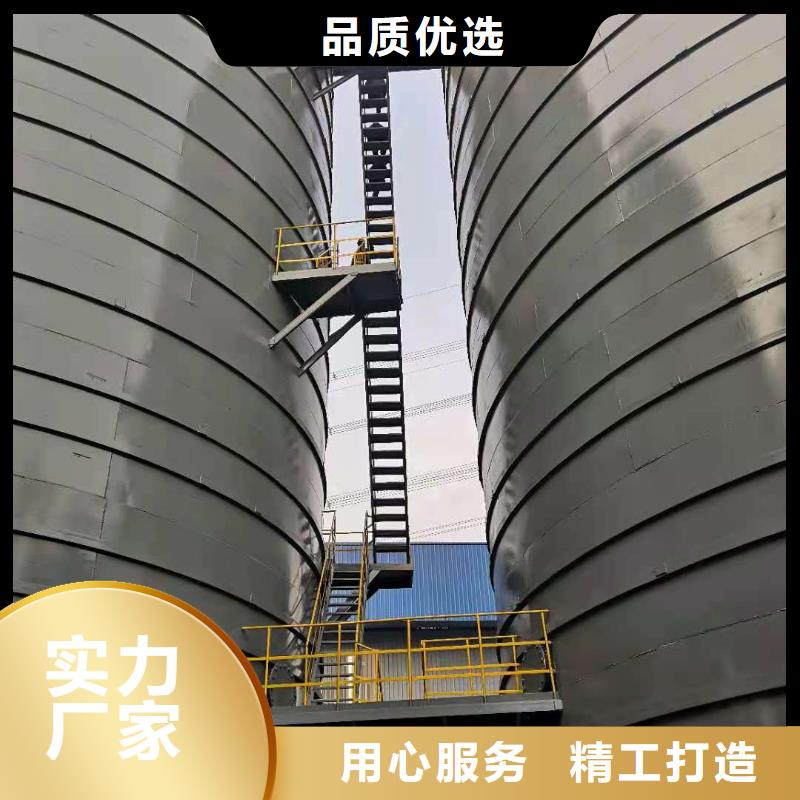
粉煤灰库大型钢板仓工厂直营
更新时间:2026-07-22 03:34:44 ip归属地:深圳,天气:雷阵雨转晴,温度:26-32 浏览次数:125 公司名称:聊城 裕盛钢板仓(深圳市分公司)
以下是:广东省深圳市粉煤灰库大型钢板仓工厂直营的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 8888/吨 |
| 发货期限 | 30天 |
| 供货总量 | 999898 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 产品材质 | Q235B-Q355D |
| 发货城市 | 山东聊城 |
| 加工定制 | 可定制 |
| 可售卖地 | 全国各地 |
| 质保时间 | 1年 |
| 适用领域 | 工业、农业等 |
| 产地 | 聊城 |
| 品牌 | 聊城裕盛 |
| 发货周期 | 1-3 |
| 材质 | 钢 |
| 是否全新 | 是 |
| 范围 | 粉煤灰库大型钢板仓供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 罗湖区、福田区、南山区、宝安区、龙岗区、盐田区、横岗街道、平湖街道、南山区、坂田街道、光明区、观澜街道、西丽街道、龙岗区、民治街道、沙井街道、石岩街道、公明街道、坪山区、松岗街道、梅林街道、蛇口街道、罗湖区、龙华街道、福永街道、大浪街道、福田区、南头镇、东门街道、布吉街道、坑梓街道、大梅沙社区、沙头角街道、宝安区、西乡街道等区域。 |
以下是:广东省深圳市粉煤灰库大型钢板仓工厂直营的图文视频





【裕盛】为您提供福田大型钢板仓、宝安气化管、汕尾水泥钢板仓、惠州镀锌装配式钢板仓厂家等多元产品与服务。粉煤灰库大型钢板仓工厂直营,裕盛钢板仓(深圳市分公司)专业从事粉煤灰库大型钢板仓工厂直营,联系人:谷云建,电话:【0527-88266888】、【0527-88266888】,以下是粉煤灰库大型钢板仓工厂直营的详细页面。 广东省,深圳市 深圳市,简称“深”,别称鹏城,广东省辖地级市、副省级市、计划单列市,超大城市,国务院批复确定的经济特区、全国性经济中心城市和创新型城市,粤港澳大湾区核心引擎城市之一。截至2022年末,全市下辖9个区,总面积1997.47平方千米,常住人口1766.18万人。
我们为您呈现的粉煤灰库大型钢板仓工厂直营产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
以下是:广东深圳粉煤灰库大型钢板仓工厂直营的图文介绍
【粉煤灰钢板仓】
裕盛钢板仓(深圳市分公司)
本地配送 品质保障 售后无忧


【粉煤灰钢板仓】的详细介绍
设备先进 专业定制

裕盛钢板仓(深圳市分公司)以生产制造【【粉煤灰钢板仓】、大型物料钢板库施工、水泥库制造厂家、水泥仓安装、水泥钢板仓报价、大型钢板库制作厂家】为依托,大力拓展上下游相关产业,并逐步将每个产业发展完善,公司目标是将整个产业集团打造成国内百强企业。



粉煤灰库具有自重轻、对基础要求低、(平均为钢筋混凝土筒仓建造周期的一半)、占地面积小、劳力省、成本低等特点,还可采用双层壁板将仓体内外壁用两种不同的材料加工合成一体,可降低建造成本。同时,钢板仓施工基本不受季节、天气等因素影响,使用企业能快速取得良好的经济效益。据实际计算,与同容量钢筋砼筒仓相比较,钢板仓的钢材用量与其钢筋用量几乎相当,水泥用量节省约2/3;砼筒仓因自重和高度要求其基础费用高、总投资高,要高出15%~40%,二者造价分析见表3-1。
装配式钢板仓仓容量大,机械自动化程度高,管理趋于科学化、合理化、网络化,能有效降低运行成本,而且局部可拆卸更换,操作方便。对同仓容而言,砼筒仓直径小、高度高、粮层高度相对较高,储粮管理较困难(如难以通风或通风不均匀,达不到储粮通风效果;熏蒸困难,就是用PH3熏蒸剂也难以穿透较深粮层而达不到效果;粮层各部位粮食品质取样检测较难等),维护较难,尤其在长时间使用后,易出现裂缝、保温与防潮层破坏等现象,难以修补,维护将更加困难。
装配式钢板仓仓容量大,机械自动化程度高,管理趋于科学化、合理化、网络化,能有效降低运行成本,而且局部可拆卸更换,操作方便。对同仓容而言,砼筒仓直径小、高度高、粮层高度相对较高,储粮管理较困难(如难以通风或通风不均匀,达不到储粮通风效果;熏蒸困难,就是用PH3熏蒸剂也难以穿透较深粮层而达不到效果;粮层各部位粮食品质取样检测较难等),维护较难,尤其在长时间使用后,易出现裂缝、保温与防潮层破坏等现象,难以修补,维护将更加困难。






今年在广东省深圳市本地购买粉煤灰库大型钢板仓工厂直营有了新选择,裕盛钢板仓(深圳市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的粉煤灰库大型钢板仓工厂直营产品。如需购买或咨询,请随时联系我们,联系人:谷云建-【0527-88266888】,地址:经济技术开发区北城街道。