
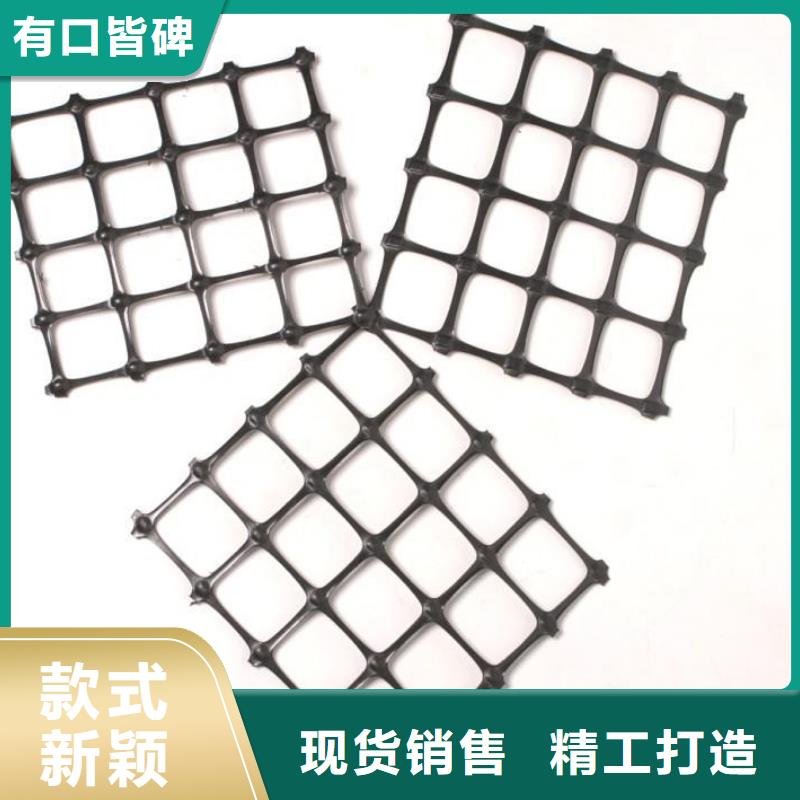




单、双向拉伸塑料土工格栅经过拉伸形成的具有方形或矩形的聚合物网材,按其制造时拉伸方向的不同可为单向拉伸和双向拉伸两种。它是在经挤压制出的聚合物板材(原料多为聚丙烯或度聚乙烯)上冲孔,然后在加热条件下施行定向拉伸。单向拉伸格栅只沿板材长度方向拉伸制成;双向拉伸格栅则是继续将单向拉伸的格栅再在与其长度垂直的方向拉伸制成。
由于塑料土工格栅在制造中聚合物的高分子会随加热延伸过程而重新排列定向,加强了分子链间的联结力,达到了提高其强度的目的。其延伸率只有原板材的10%~15%。如果在土工格栅中加入炭黑等抗老化材料,可使其具有较好的耐酸、耐碱、耐腐蚀和抗老化等耐久性能。



山东济宁哪里有销售 山东济宁涤纶土工格栅,不用东奔西跑,本站商家亿路通新材料有限公司,报价实在,价格便宜,厂家直销,规格齐全,库存充足。下面是部分产品图片和介绍,更新信息赶紧联系商家吧!


单、双向拉伸塑料土工格栅
1.通过控制拉伸速度来缓慢加热和拉伸土工格栅,使得聚合物分子链在拉伸方向上高度取向。工艺要求严格,拉伸速度决定了网的拉伸系数和物理性能。性能方面,一般拉伸比可调整到5-8倍,未拉伸土工格栅的拉伸强度仅为20-35兆帕,高拉伸定向土工格栅的拉伸强度为150兆帕。
2.板材生产的板材质量直接影响塑料土工格栅的性能。为了保证树脂的塑化,应使用螺杆直径为φ150毫米的单螺杆挤出机。所生产的板具有1.0-2.0m的宽度、2?5mm厚度、光滑的表面、无气泡、分层或杂质以及0.2 mm的厚度公差
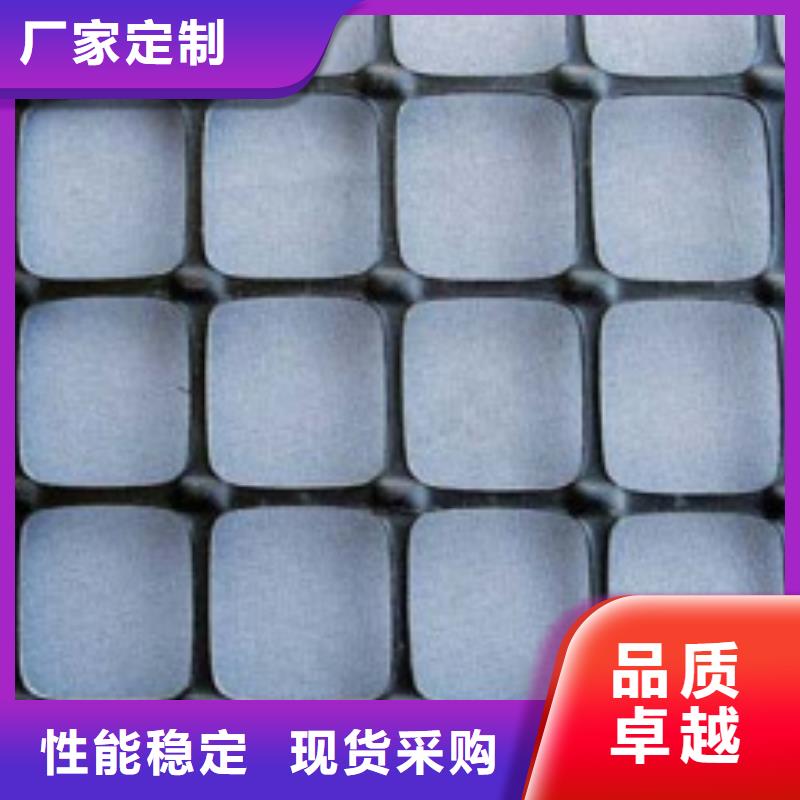
3.温度控制预热温度是拉伸土工格栅尺寸均匀性的关键。这与生产速度有很大关系。通常,拉伸高密度聚乙烯片材时,温度控制在140-160℃。由于温度误差范围小。加热方法尤为重要。通常,加热介质是水。水由电加热器加热到预定温度,片材由预热水箱均匀加热,然后拉伸形成椭圆形网格。
4.格栅加工采用步进自动精密冲床,冲床频率由板材产生。拉伸速度匹配,自动连续冲压。塑料格栅的网孔直径一般为φ 8 φ 15 mm,孔间距小于20 mm,要求成型孔边缘光滑无毛刺,以保证后续拉伸的顺利进行。



单、双向拉伸塑料土工格栅是以聚丙烯(PP)或聚乙烯(PE)为原料,经塑化挤出板材、冲孔、加热、纵向拉伸、横向拉伸而成。双向拉伸塑料土工格栅在纵向和横向上都具有很大的拉伸强度,这种结构在土壤中能够提供一个更为有效的力的承担和扩散的理想连锁系统,适应于大面积 性承载的地基补强。
单、双向拉伸塑料土工格栅适应于大面积 性承载的地基,堤坝补强、边坡防护、洞壁补强,大型机场,停车场,码头货场等 性承载的地基补强
双向塑料土工格栅的铺筑面应较为平整,铺筑层经验收合格后,为防纵向歪斜现象,先按幅宽在铺筑层划出白线或挂线,即可开始铺筑,然后用铁钉固定格栅的端部(每米宽用钉8根,均匀距离固定),固定好格栅端部后,用铺筑机将格栅缓缓向前拉铺,每铺10米长进行人工拉紧和调直一次,直至一卷格栅铺完,再铺下一卷,操作同前,铺完一卷后用6T-10T的压路机从起始点开始向前进方向碾压一遍即可,(如铺筑在中面层上和找平层上,用钢辊压路机为宜;如格栅直接铺在混凝土路面上,用胶辊压路机为宜,) 接铺:以卷长为单位作为铺设的段长,在应铺格栅的段长内铺满以后,再整体检查一次铺筑质量,然后接着铺筑下一段,下一段铺筑时,格栅与格栅可以用10-15CM的搭接长度,并用铁钉或木楔固定后继续向前进方向铺第二段,依次类推,操作要求同前。
