

以下的【酸洗钝化无缝钢管】球墨铸铁篦子源头厂源头货视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:【酸洗钝化无缝钢管】球墨铸铁篦子源头厂源头货的图文介绍
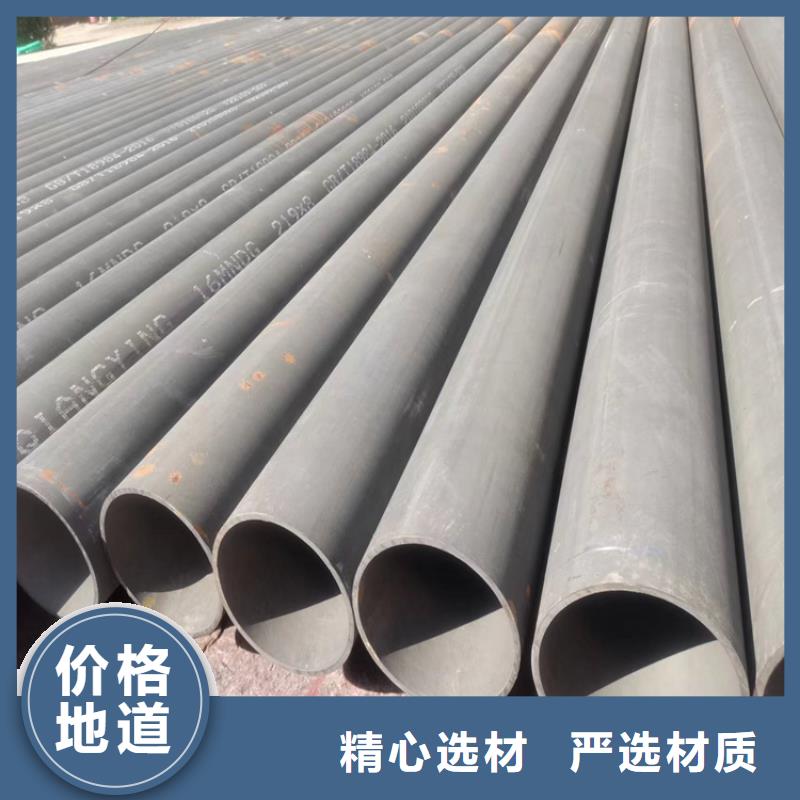
产品特点图

北京 酸洗钝化无缝钢管用途很广泛,一般用途的酸洗磷化无缝管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。酸洗磷化无缝管工艺:①热轧酸洗磷化无缝管主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成 品管矫直→精整→检验△(无损、理化、台检) →入库 ②冷轧(拔)酸洗磷化无缝管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直北京→精整→检验→入库GB/T8163-2008 流体输送用酸洗磷化无缝管,是用于输油水、油、气等流体的一般酸洗磷化无缝管。 材质:20#钢 Q345等。GB3078-2008 低中压锅炉用酸洗磷化无缝管。 材质:10# 20#钢。GB5310-2008 高压锅炉用酸洗磷化无缝管。 材质:20G、12Cr1MoVG、15CrMoG等。

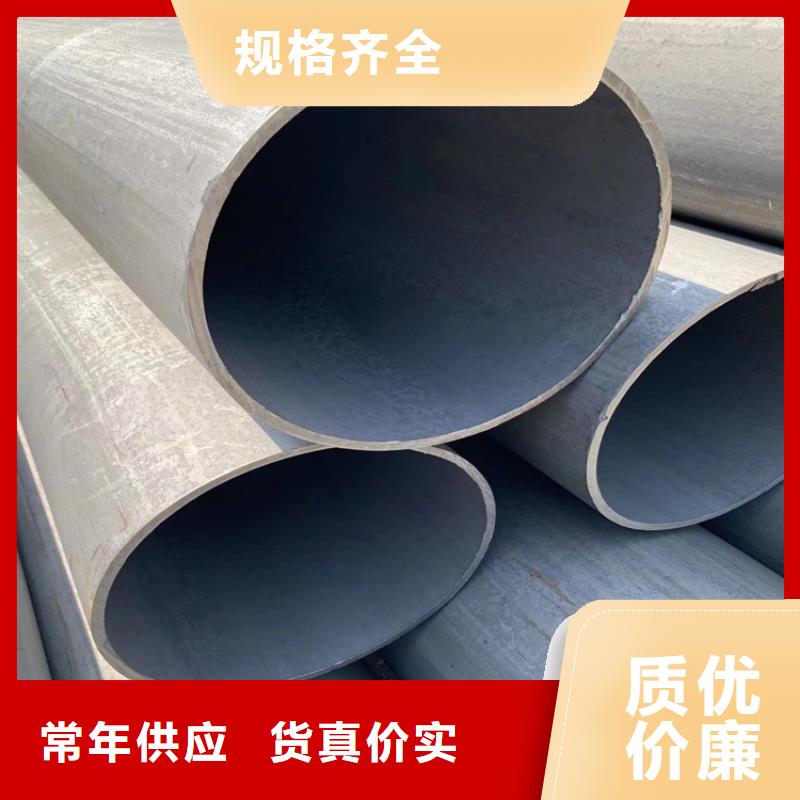
适用范围




为什么选择我们
北京 酸洗钝化无缝钢管是以热轧带钢冷轧卷为原料,常常温挤压加工,以全自动双丝两面电弧焊技术电焊而成的酸洗钝化无缝钢管。那麼,酸洗钝化无缝钢管在作业的过程中是怎样的呢?酸洗钝化无缝钢管是怎么生产制造的呢?下边我们就来给大伙儿讲解下。一、桩基施工管贯入1)工程施工前,样桩的操纵应按设计方案原照,并以中心线为标准对样桩逐根核查,做好测量纪录,核查准确无误后才可打桩施工。酸洗钝化无缝钢管桩运到施工现场后,起重吊装时选用一点捆扎吊装,待吊到桩位开展插桩,将酸洗钝化无缝钢管桩指向事前释放的桩位,保证贯时尚竖直。桩基施工前,务必在桩帽置放特别制作的桩帽,桩帽上置放用硬木质的减振垫,酸洗钝化无缝钢管桩吊到桩位开展插桩时,因为桩身及桩帽总自身重量和桩锤置放在桩顶会自沉,很多贯下葬中,待沉至平稳后再次捶击;2)逐渐桩基施工时,打桩机遇因贯入量大而空打,逐渐捶击工作时要迟缓地中断试打,直到桩进到地质构造一定深层才行,不可持续击中。桩基施工全过程中,务必随时随地校准旋挖钻机导向性杆及桩的垂直角度,并维持桩锤、桩帽与桩在同一纵中心线上;3)酸洗钝化无缝钢管桩打进1~2m后,应再次校准垂直角度,当打成一定深层并经核查桩基施工品质优良时,再持续开展击中,直到高于河面60cm~80cm终止捶击,开展接桩,再反复以上流北京 程直到做到建筑标高。若工程施工流程中发觉桩位歪斜(>1/100LL-钢桩长短),应立即更改或拔出来钢板桩再次工程施工;4)酸洗钝化无缝钢管桩基础埋深:越过河道10m,且一分钟敲打频次内下移量不超过5mm。二、接桩酸洗钝化无缝钢管桩桩身联接选用桩的身上下连接电焊焊接。焊接前,务必将一二节桩管形变毁坏一部分整修,上方桩管顶端的生锈\水或油渍泥渣,打磨抛光好电焊焊接口,使左右桩专业对口空隙为2~4mm,与此同时选用双层焊,焊好各层焊接后,立即焊疤,并且做好外型查验,各层焊接均应分开,与此同时在桩周加焊挡块,以加强左右节桩联接。电焊焊接完成后务必制冷超过5min,再开展捶击桩基施工。三、焊桩盖
