





我们的【球墨铸铁管配件】T型离心球墨铸管专业供货品质管控视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
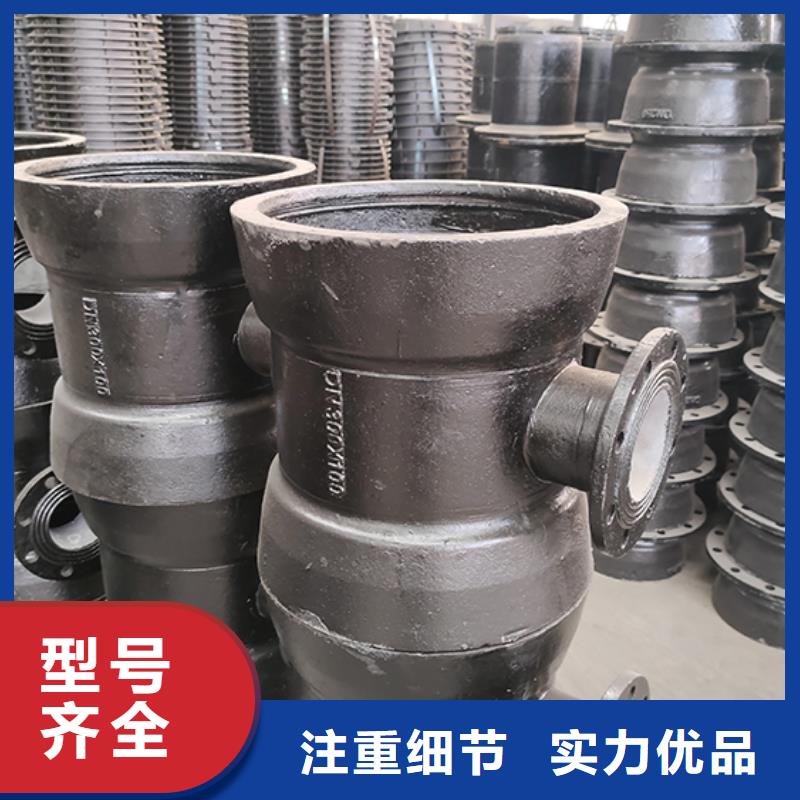
以下是:【球墨铸铁管配件】T型离心球墨铸管专业供货品质管控的图文介绍


由球墨铸铁管配件的凝固特点认为球铁件易于出现缩孔缩松缺陷,因而其实现无冒口铸造较为困难。阐述了实现球铁件无冒口铸造工艺所应具备的铁液成份、浇注温度、冷铁工艺、铸型强度和刚度、孕育处理、铁液过滤和铸件模数等条件,用大模数铸件和小模数铸件铸造工艺实例佐证了自己的观点。1、 球墨铸铁的凝固特点球墨铸铁与灰铸铁的凝固方式不同是由球墨与片墨生长方式不同而造成的。在亚共晶灰铁中石墨在初生奥氏体的边缘开始析出后,石墨片的两侧处在奥氏体的包围下从奥氏体中吸收石墨而变厚,石墨片的先端在液体中吸收石墨而生长。在球墨铸铁中,由于石墨呈球状,石墨球析出后就开始向周围吸收石墨,周围的液体因为w(C)量降低而变为固态的奥氏体并且将石墨球包围;由于石墨球处在奥氏体的包围中,从奥氏体中只能吸收的碳较为有限,而液体中的碳通过固体向石墨球扩散的速度很慢,被奥氏体包围又限制了它的长大;所以,即使球墨铸铁的碳当量比灰铸铁高很多,球铁的石墨化却比较困难,因而也就没有足够的石墨化膨胀来抵消凝固收缩;因此,球墨铸铁容易产生缩孔。另外,包裹石墨球的奥氏体层厚度一般是石墨球径的1.4倍,也就是说石墨球越大奥氏体层越厚,液体中的碳通过奥氏体转移至石墨球的难度也越大。低硅球墨铸铁容易产生白口的根本原因也在于球墨铸铁的凝固方式。如上所述,由于球墨铸铁石墨化困难,没有足够的由石墨化产生的结晶潜热向铸型内释放而增大了过冷度,石墨来不及析出就形成了渗碳体。此外,球墨铸铁孕育衰退快,也是极易发生过冷的因素之一。 2、球墨铸铁无冒口铸造的条件从球墨铸铁的凝固特点不难看出,球墨铸铁件要实现无冒口铸造的难度较大。笔者根据自己多年的生产实践经验,对球墨铸铁实现无冒口铸造工艺所需具备的条件作了一些归纳总结,在此与同行分享。1、管材选用原则(1)具有优良的力学及物理性能和耐久性,确保供水******和具有较长的使用寿命;(2)具有良好的耐腐蚀性能,避免水质受到污染;(3)具有良好的水力性能,以减少水头损失,从而减少工程投资;(4)管道配件质量好,加工方便,规格齐全,施工和维修方便;(5)便于运输和施工,以减少施工难度,缩短施工周期;(6)根据管道沿线地形地质条件和管材来源,因地制宜地采用不同的管材;(7)管材性价比较优,在保证质量的前提下,以减少工程投资。



鑫福兴管业有限公司严格信守平等互利、质量为先、用户至上的原则,为用户提供热情周到的服务,协助指导用户安装、调试并帮助用户跟踪服务解决 新疆dn300球墨铸铁管实际问题。严格执行完善的售前、售中、售后服务,做到让客户省心、省时、省力。公司诚信、实力、品质、获得认可,至此欢迎各界朋友莅临参观、指导和业务洽谈。


12月份球墨铸铁管价格走出流畅的趋势上涨行情,价格的上涨吸引了更多投资者对球墨铸铁管市场的关注。随着气温下降,自北向南越来越多的工地开工受到了影响,未来几天长江中下游地区将经历一波大的寒潮,气温降至0℃以下,投资者更加关注冬储对市场的影响,贸易商的冬储行为是否能让球墨铸铁管价格上涨的趋势延续。然而,价格大幅上涨后,当前贸易商主动冬储意愿并不强,投资者需要降低球墨铸铁管冬储拉动盘面价格的预期。 “冬储”顾名思义就是钢贸商在每年冬季从钢厂低价买入一些货囤起来,等来年市场行情启动,利用市场恢复过程中价格上涨的机会将低价囤货高价卖出获利。时至今日,每年仍有不少贸易商联系钢厂进行冬储,目的依然是来年有货卖,市场有利图。 随着 金融政策调整和行业结构变化以及金融衍生工具的运用,钢厂和贸易商之间的关系与交易模式发生了变化,冬储的方式也在不断升级:原来简单的是贸易商自行承担资金利息到钢厂锁价拿货,等来年涨价销售获利;后来演变成贸易商到钢厂打预付款锁价,来年拿货,球墨铸铁管厂家承担资金利息;再到贸易商到钢厂打预付款不锁价,钢厂保值结算,钢厂承担资金利息。驱动模式演变的是国内钢铁市场整体产能过剩,钢厂和贸易商不断创新和调整企图达到新的生态平衡。 球墨铸铁管配件



影响球墨铸铁管配件生产的7大因素: (1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。 (2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。 (3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。 (4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。 (5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。 (6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。 (7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。

