







产品特点:
1、本产品为高性能防腐涂料,涂层光滑、致密、坚硬,粘结力强,耐盐碱、耐海水、耐土壤生物腐蚀、抗植物根茎穿透性等均极好。涂料与玻璃纤布复合使用,可增强防腐层的机械性能。
2、常温涂敷,自然固化,施工简便,可使用手工或机械施工,特别适合现场使用。环氧煤沥青防腐钢管产品简介四、技术指标环氧煤沥青涂料按其使用功能分为环氧煤沥青底漆和环氧煤沥青面漆两类。本公司环氧煤沥青底漆为溶剂型产品;环氧煤沥青面漆为系列产品,按固体含量分为无溶剂型(GH 201)和厚浆型(GH 202)两类,又按涂层使用时的耐热温度分为耐温型(在150内使用,加注W)和标准型(在100内使用),供用户按防腐工程实际要求选用。


南恩物资有限公司自成立以来,坚持以守诚、便捷、资源整合、促进行业为理念,坚守主业、专注副业,深挖 山西槽钢上下游产业结构,以行业领军为愿景,为 山西槽钢行业的发展为使命,狠抓管理、认真学习、专业培训,打造出一支专业化团队,成为了行业的新星。



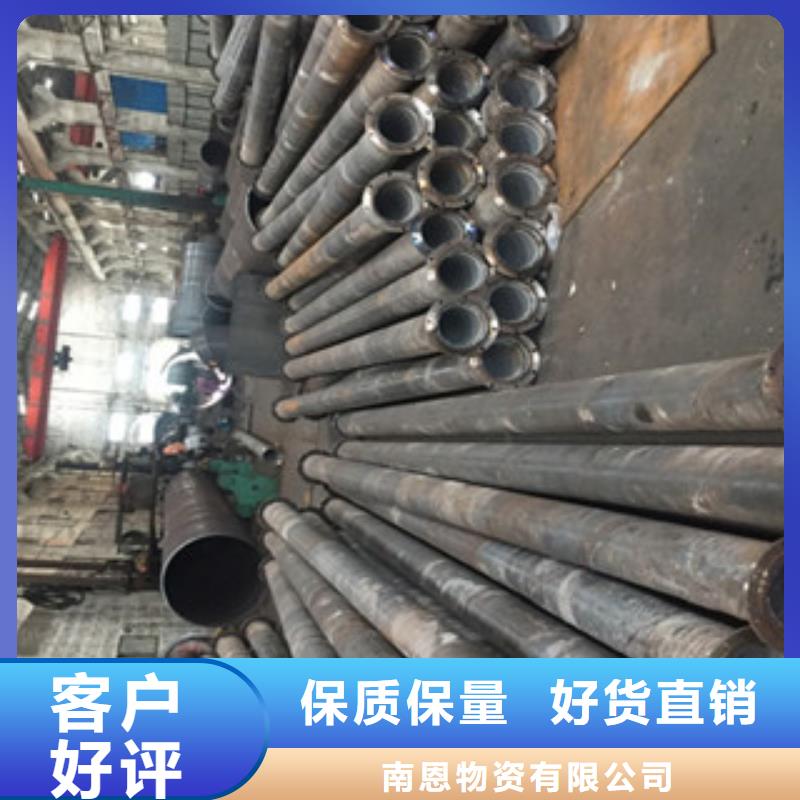
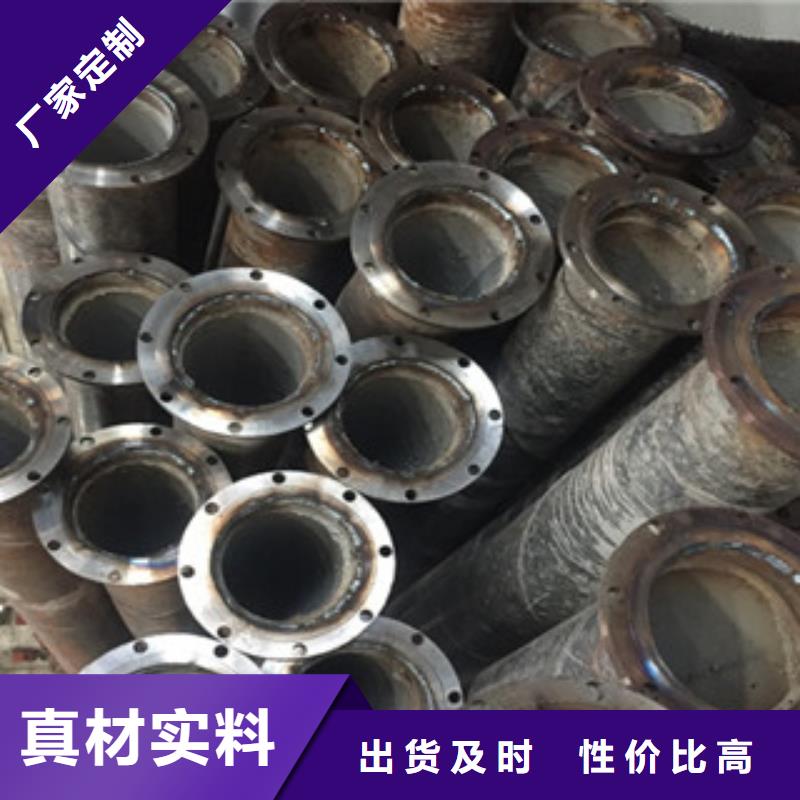
保温钢管防腐加工种类有、石油天然气用三层聚(3pe)钢管防腐、二层聚(2pe)钢管防腐。石油天然气用fbe(单层熔结环氧粉末防腐)钢管、2fbe(双层熔结环氧粉末防腐)钢管。供水管线水泥沙浆衬里钢管内防腐。s10:89;环氧煤沥青玻璃布钢管防腐。
供水管线ipn8710高分子涂料钢管内防腐;生产销售环氧煤沥青防腐涂料、ipn8710涂料、氯化橡胶防腐涂料、聚氨脂防腐涂料、环氧铁红、环氧云铁漆、环氧富锌漆等防腐涂料。专业生产聚氨酯直埋保温钢管高温蒸汽式直埋保温钢管保温防腐管道配件公司视产品为企业的生命,建立了完善的保证体系,我们从原材料、除锈、涂敷到产品出厂的全进行跟踪控制。完善的体系和先进的检测设备为用户提供优质产品提供可靠保证我公司一贯秉承“以誉为生命,以产品为先导,以为依托,以服务为保证,以价格为杠杆,以互惠互利为中心”的理念,始终以为客户创造价值为己任,不断完善和改变自己,用一种坚强的念和毅力树立我公司的声誉和企业形象。
tpep防腐钢管由聚氨酯聚,改性环氧树脂,防锈颜填料,助剂等组成,常温固化形成互穿网络,涂膜结构致密,耐酸,碱,盐,防锈蚀性能优异,附着力强耐化学品性能优异,,抗生物侵蚀。
tpep防腐一、组成由脂肪族聚氨酯预聚物与环氧树脂、优质颜料、助剂、溶剂组成。专用于食品、饮用水等所的设备、输配水管道、饮水舱表面的防腐。性能该漆为接技型互穿网络聚合物,在常温下引发聚合,两网络能互相取长补短,产生协作效应,涂膜性,高固体、低粘度,是一种强附着、度、耐冲磨、耐水解、耐腐蚀和耐水、耐候性非常优良的新型防腐涂料,且对钢结构表面的除锈要求不高,使用温度可在-20120范围内。该涂层具有涂敷操作简便无污染、涂层抗冲击和抗弯曲性能好、耐温性高等优点。
为保证涂层与管壁粘结牢固,必须对管进行表面处理。70年代以来趋向于管内、外壁涂层选用相同的材料,以便管内、外壁的涂敷同时进行。3pe防腐钢管防腐保温涂层:在中、小口径的热输元油或燃料油的管道上,为了管道向土壤散热,在管道外部加上保温和防腐的复合层。常用的保温材料是硬质聚氨脂泡沫塑料,适用温度为-18595。


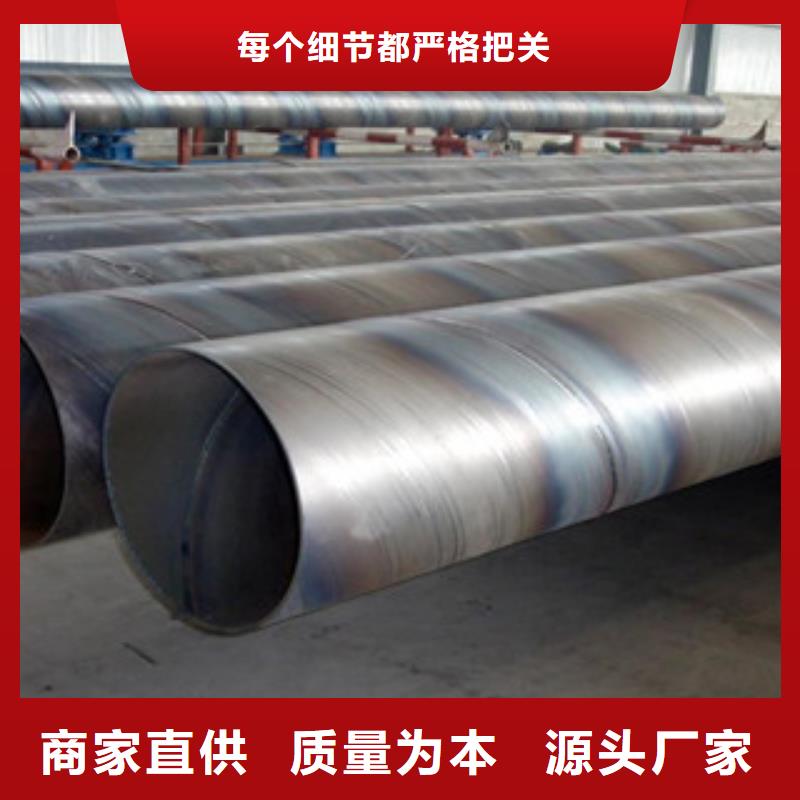
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。



