



别再纠结于文字描述了,观看视频,让【不锈钢焊管_钻孔折弯零切购买的是放心】产品为你展现真实魅力!
以下是:【不锈钢焊管_钻孔折弯零切购买的是放心】的图文介绍

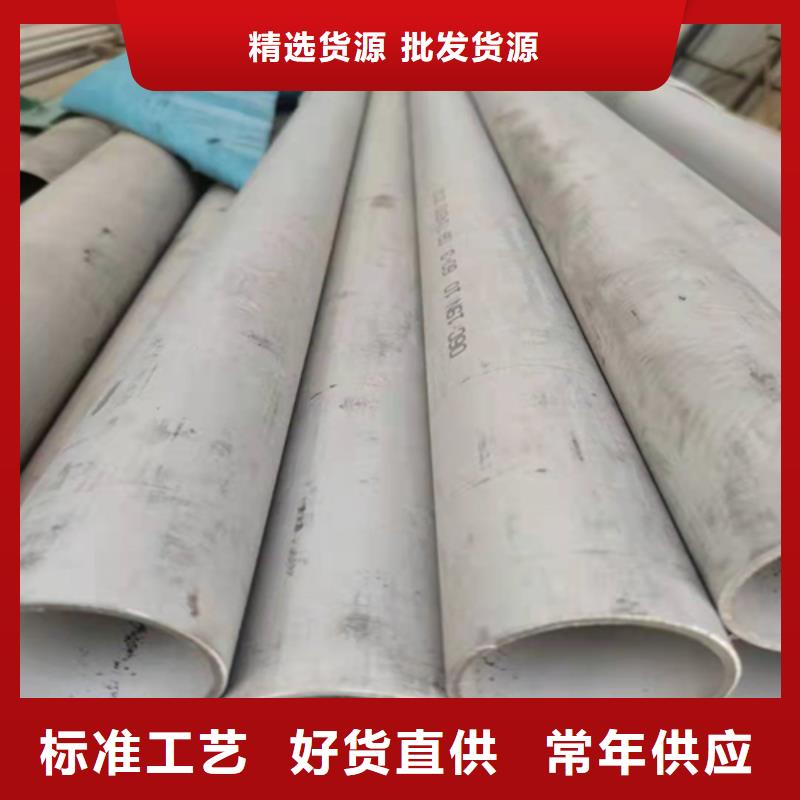
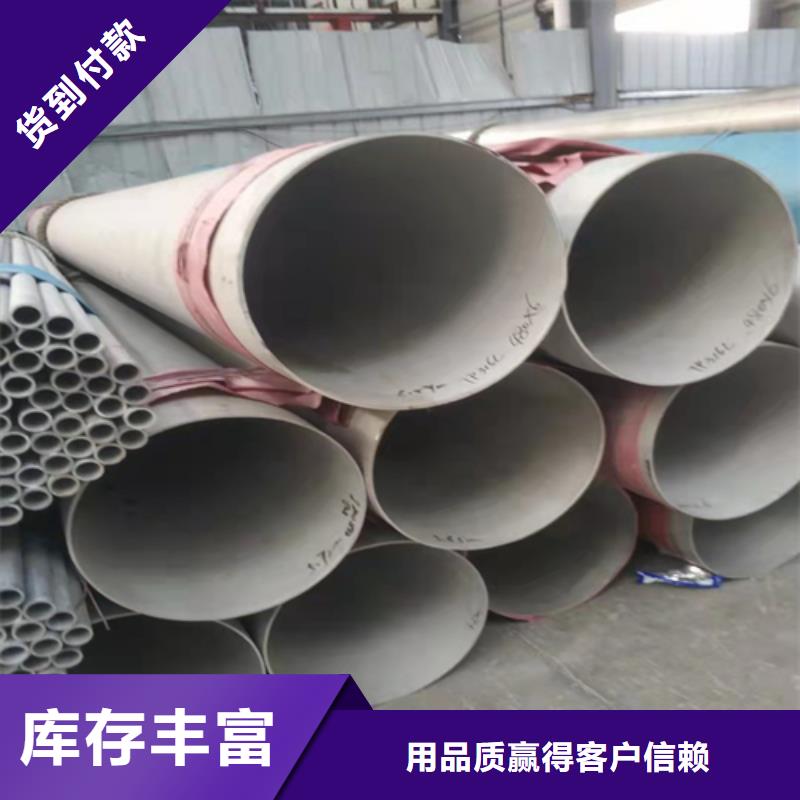
宁波余姚松润金属材料有限公司专业生产销售各种材质规格宁波余姚不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管在不同行业中的应用与分析一、前言
不锈钢焊管是不锈钢板/带深加工的一个重要领域,又是石油、化工、医药、食品、铺设耐腐蚀性管的主要材料,是发电设备、舰船工业、制冷设备、海水淡化设备的主要元件,因此,不锈钢焊管越来越受到广大用户的关注和有关部门的重视。不锈钢焊管生产的主要特点是:生产设备轻巧,投资少,建设速度快,焊接方法简便,产品规格范围宽,尺寸精度高、壁厚偏差小、表面平滑、成材率高。在大批量生产的情况下,焊管比无缝管成本低20%以上。近年来国内采用的“焊接一冷轧”“焊接一冷拔”生产不锈钢管工艺,用冷轧卷板按规格要求纵剪、成型后,经多枪氩弧焊机焊接成管,再经冷轧(拔),使焊缝的各项性能指标可以与母材基本一致,产品质量明显提高。由此看来,用不锈钢焊管代替不锈钢无缝管的优势越来越明显。


宁波余姚松润金属材料有限公司专业生产销售各种材质规格宁波余姚不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢的焊接方法不锈钢的焊接方法根据目前世界发展的趋势,光亮连续炉基本分为三种类型:(1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理,小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护气体。可以配备有对流冷却系统,以便较快地冷却钢管。(2)网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产量约为0.3-1.0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。(3)马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。氩弧焊不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊



宁波余姚松润金属材料有限公司专业生产销售各种材质规格宁波余姚不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接参数
包括焊接电流 ,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料 ,厚度,及坡口形
状来决定的。 (2)焊极直径根据焊接电流大小决定 ,电流越大,直径也越大。 (3)焊弧 和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。⑷焊速:选择时 要考虑到电流大小 ,焊件材料敏感度 ,焊接位置及操作方式等因素决定。
1手工焊 (MMA)
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进 行调节 ,它决定于电焊条和工件之间缝隙的大小。同时 ,当作为电弧载体时 ,电焊条 也是焊缝填充材料。这种焊接方法很简单 ,可以用来焊接几乎所有材料。对于室 外使用 ,它有很好的适应性 ,即使在水下使用也没问题。在电极焊中 ,电弧长度决定 于人的手 :当你改变电极与工件的缝隙时 ,你也改变了电弧的长度 .在大多数情况 下,不锈钢焊管焊接采用直流电 ,电极既作为电弧载体 ,同时也作为焊缝填充材料。电极由合金 或非合金金属芯丝和焊条药皮组成 ,这层药皮保护焊缝不受空气的侵害 ,同时安定 电弧 ,它还引起渣层的形成 ,保护焊缝使它成型。电焊条既可以是钛型焊条 ,也可以 是碱性的 ,这决定于药皮的厚度和成分。钛型焊条易于焊接 ,焊缝扁平美观 ,且焊渣 易于去除。如果焊条贮存时间长 ,必须从头烘烤 ,因为来自空气的潮气会很快在焊 条中积聚。



松润金属材料有限公司携全体员工,一心为客户生产出质量优异、价格合理的高品质 宁波余姚大口径薄壁管产品。以不断创新发展,高于客户要求为出发点,除了在硬件实力上下功夫外,努力自己的软件水平(在销售流程、配送发货方面)确保客户得到的 宁波余姚大口径薄壁管产品是;质优、价廉;,以较低的成本,取得z u i好的质量。欢迎新老客户与我们联系。


