





我们的PE钢带增强螺旋管钢丝网架复合管多年行业经验视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:PE钢带增强螺旋管钢丝网架复合管多年行业经验的图文介绍

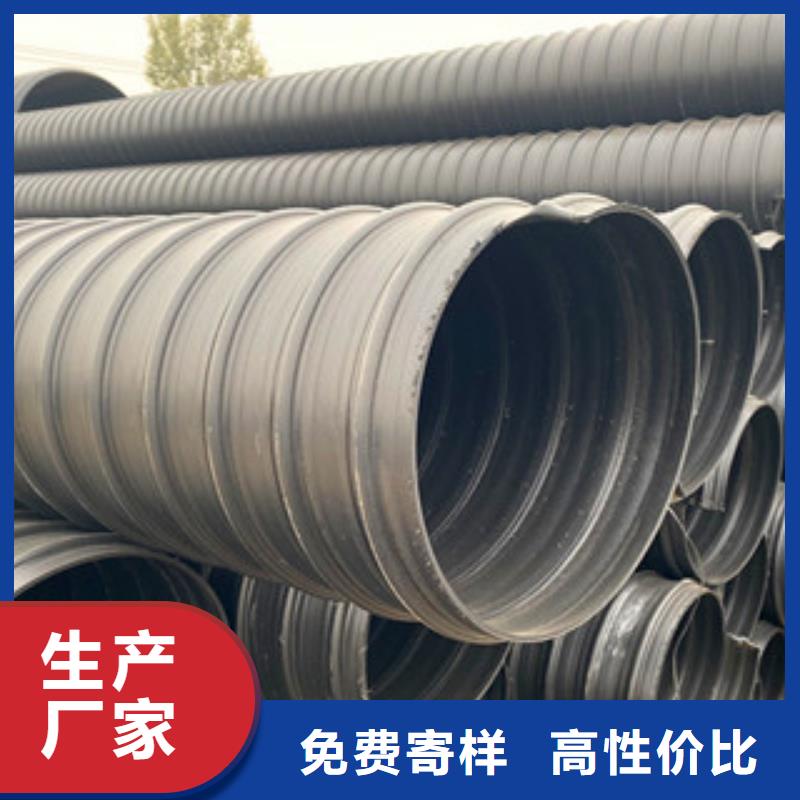
恒塑管道有限责任公司(南京分公司)位于郝北镇邓峪村经济开发区。本公司主要经营各种 螺旋形钢带管产品。公司的商品品种繁多、规格齐全、库存量大,送货能力强、辐射面广,业务队伍经验丰富,并配有简单的代客加工业务,本着诚信服务的原则可为客户在购买和选择材料时提供意见作参考。期待您的咨询!


4、打磨将两待钢带增强聚螺旋波纹管接管距对接湍面120mm长的圆柱表面层打磨粗糙、波峰和波谷糟都要用钢丝刷磨粗糙,至少要打磨叁个半波节长,钢丝刷的外形应与波纹管外形-致(每一个规格配一种钢丝刷)。5、用清洁的布,将打磨后的钢带增强聚螺旋波纹管管端部分擦干净。
6、将两对接管端面对齐并固定,不能有错位。7、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均勾焊接四处以上(焊缝长一些为好),以将两管连接处固定。8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40C-50C(预热温度应比热熔胶的软化点温度低15C以上),可使用表面温度计进行。
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验后定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热钢带波纹管面和热缩管内壁上)。
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。10、预热待接管两端到打磨线以内,使表面温度达到40C-50C。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与钢带波绞管司心,以保证热收缩管与钢带波纹管之间周向间隙均匀,利于热缩管的收缩均匀性和表面平整性。
6、将两对接管端面对齐并固定,不能有错位。7、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均勾焊接四处以上(焊缝长一些为好),以将两管连接处固定。8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40C-50C(预热温度应比热熔胶的软化点温度低15C以上),可使用表面温度计进行。
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验后定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热钢带波纹管面和热缩管内壁上)。
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。10、预热待接管两端到打磨线以内,使表面温度达到40C-50C。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与钢带波绞管司心,以保证热收缩管与钢带波纹管之间周向间隙均匀,利于热缩管的收缩均匀性和表面平整性。



3、关于钢带增强螺旋波纹管连接的问题阻碍钢带增强螺旋波纹管在欧洲地区推广的一个重要原因就是目前这种管道尚缺乏系统性的连接方案,包括承插口密封圈连接,电热熔承插连接,弯头,三通,分支管道,检查井,与其他类型的管道相连接等等。
但是温度过低会造成粘接效果不好,也要注意避免,具体什么温度合适以实际操作测试为准。由于没有形成系统的管道方案,不能满足欧洲市场客户的要求,钢带增强波纹管在市场上的十分乏力,推广。我们应该注意到,钢带波纹管在市场上面临的竞争不是单一产品优劣的竞争,而是整个管道系统解决方案的竞争。
我们只有大力完善整个管道系统,同其他类似的管道系统经行公平地竞争,才能在这种整体系统的对决中取得优势。在欧洲要求使用按照欧洲标准要求的管道连接方式,承插的柔性连接或者承插的电热熔连接是目前被认可的方式。
但是温度过低会造成粘接效果不好,也要注意避免,具体什么温度合适以实际操作测试为准。由于没有形成系统的管道方案,不能满足欧洲市场客户的要求,钢带增强波纹管在市场上的十分乏力,推广。我们应该注意到,钢带波纹管在市场上面临的竞争不是单一产品优劣的竞争,而是整个管道系统解决方案的竞争。
我们只有大力完善整个管道系统,同其他类似的管道系统经行公平地竞争,才能在这种整体系统的对决中取得优势。在欧洲要求使用按照欧洲标准要求的管道连接方式,承插的柔性连接或者承插的电热熔连接是目前被认可的方式。


