





我们的现场实拍视频将带您走进【桥梁护栏不锈钢复合管护栏
选择大厂家省事省心】产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【桥梁护栏不锈钢复合管护栏
选择大厂家省事省心】的图文介绍


模板制作 模板是保证防撞护栏个部尺寸和外观质量的基础。从模板制作开始就要高标准、严要求。过去,防撞护栏模板一般均采用木模,外包镀锌铁皮或冷轧黑铁皮。木模板具有投资少、易加工,易整修等优点,但也存在着木材收缩变形大,表现在铁皮易变形、表面平整度差、边缘变形多等。由于木材为弹性材料,做出的模板整体刚度差,所以浇注混凝土以后护栏顺直度、平整度不易保证。近几年,护栏施工中用钢模板代替了木模板。钢模板具有刚度大、平整度好不易变形等优点,在使用过程中不易产生变形,保证了混凝土表面平整光洁,线条顺直,其次钢模板周转次数多,长期效益好,但一次性投资较大。钢模板在加工制作时,要考虑工程本身的特点和周转使用情况决定取材。常规做法是模板正面用3mm厚普通新钢板,根据护栏尺寸和形状决定用整板加工还是碎板拼接,无论用何种方法,都要保证钢模板的各部尺寸 准确,其边缘顺直,钢板表面有良好的光洁度。其加固带间距视情而定,主要是保证模板在使用过程和吊装过程中不能变形。



俊邦金属材料有限公司奉行“抓市场,促管理,讲效益”的质量方针,恪守“诚实守信精心制造污染保护环境以人为本遵规守法持续改进”为宗旨,愿以优良的品牌,合理的 山东滨州304不锈钢复合管价位,热情的服务,真诚与广大客户合作,共创民族工业美好的未来。


用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。



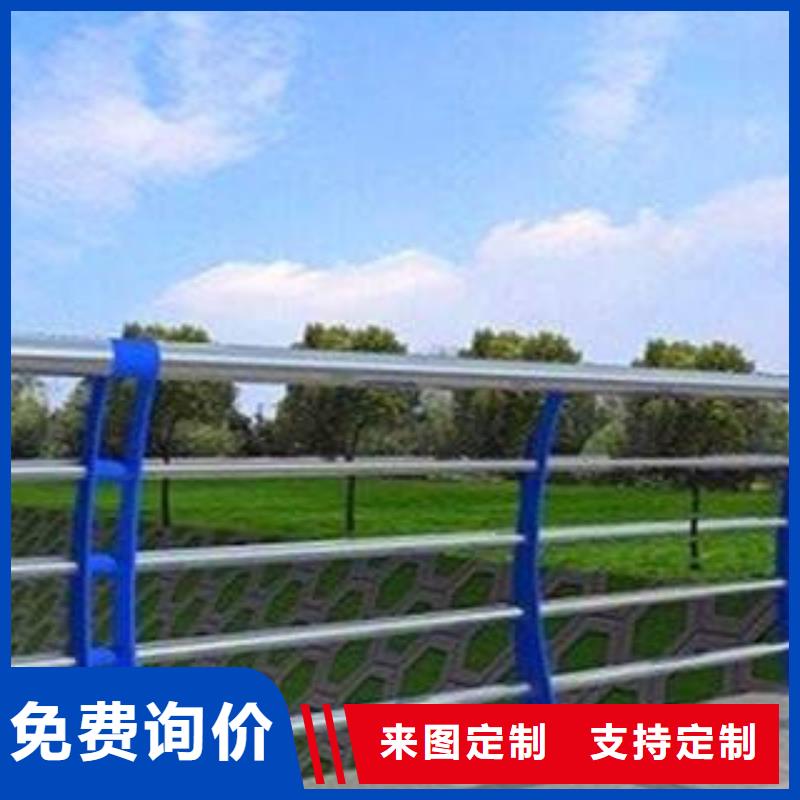
不锈钢桥梁护栏的使用特点
不锈钢桥梁护栏是指设置于桥梁上的防护栏。其效果是为了避免失控车辆越出桥外,具有使车辆不能打破、下穿、翻越桥梁以及美化桥梁修建的功用。桥梁护栏的类型办法许多,除按设置方位划格外,还可按结构特征、防撞功用等区分。
按结构特征可分为梁柱式(金属钢制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式桥梁护栏;按防撞功用可分为刚性护栏、半刚性护栏和柔性护栏。按设置方位可分为桥侧护栏、桥梁中心分隔带护栏和人行、车道分界处护栏。
不锈钢桥梁护栏结合了城市设备实用功用和艺术的可欣赏功用为一体的成功产品,处理了灯具的躲藏问题,装置便利,在河提和山坡个游人起到了戒备和引导功用。不锈钢桥梁护栏立柱和横梁上规划的LED灯火。
节能环保,对路途照明起到了很好的辅佐效果!不锈钢桥梁护栏使用规模:适用于首要桥梁、河道、公园、旅游区等公共场所补白:产品规格完全,并可按用户要求定制恣意尺度,或依据环境需求进行个性化规划。
不锈钢桥梁护栏是指设置于桥梁上的防护栏。其效果是为了避免失控车辆越出桥外,具有使车辆不能打破、下穿、翻越桥梁以及美化桥梁修建的功用。桥梁护栏的类型办法许多,除按设置方位划格外,还可按结构特征、防撞功用等区分。
按结构特征可分为梁柱式(金属钢制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式桥梁护栏;按防撞功用可分为刚性护栏、半刚性护栏和柔性护栏。按设置方位可分为桥侧护栏、桥梁中心分隔带护栏和人行、车道分界处护栏。
不锈钢桥梁护栏结合了城市设备实用功用和艺术的可欣赏功用为一体的成功产品,处理了灯具的躲藏问题,装置便利,在河提和山坡个游人起到了戒备和引导功用。不锈钢桥梁护栏立柱和横梁上规划的LED灯火。
节能环保,对路途照明起到了很好的辅佐效果!不锈钢桥梁护栏使用规模:适用于首要桥梁、河道、公园、旅游区等公共场所补白:产品规格完全,并可按用户要求定制恣意尺度,或依据环境需求进行个性化规划。


内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



