



新策钢管有限公司还拥有一支经验丰富的 山西阳泉精密管厂家队伍,可以为您生产、承做质量合格的 山西阳泉精密管厂家,我司以过去成功的经验和不断进步的 山西阳泉精密管厂家技术,以保障产品的成功应用,用较小的代价获得理想的效果。我司在行业内拥有多年经验,通过持续稳定的技术和完善的服务,在多个行业得到了客户的对 山西阳泉精密管厂家效果以及贴心服务的一致好评。我司坚持使其去适应客户及终端用户不断变化的求,并不断拓宽关键词]应用范围。


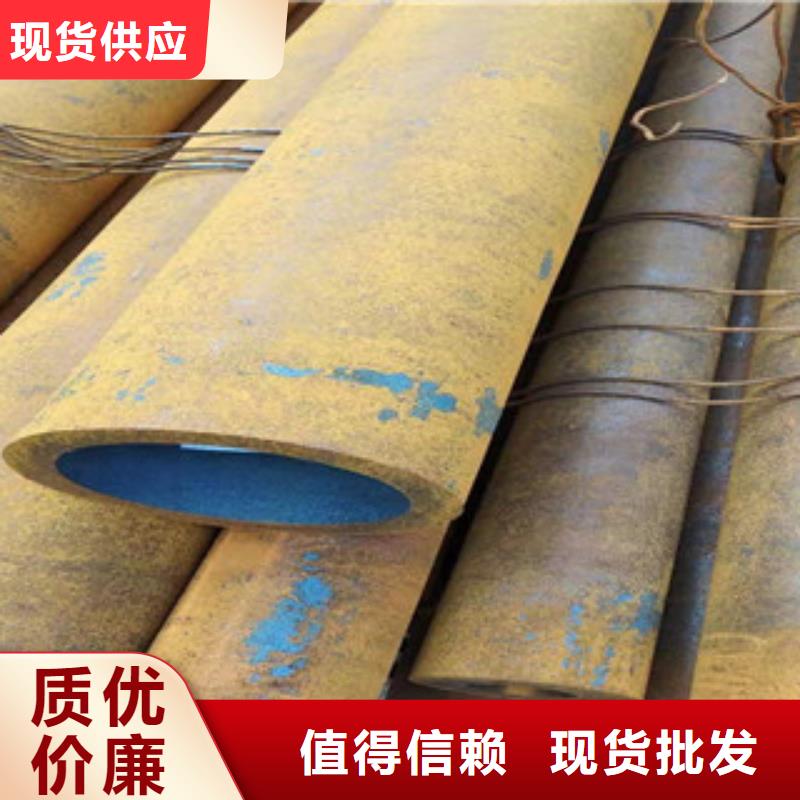
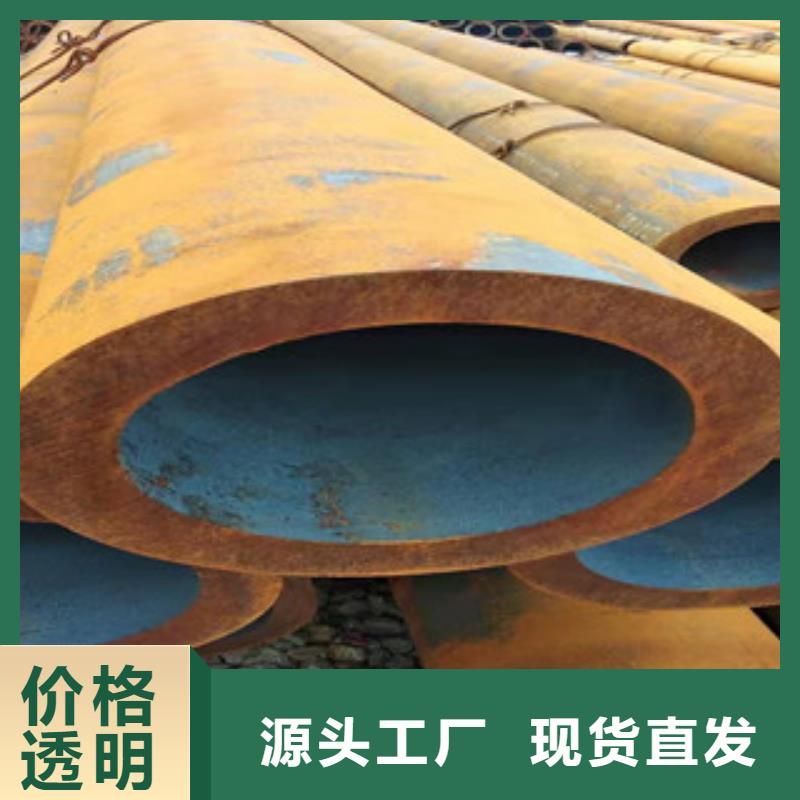
42CrMo无缝钢管加工精度高:特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)。
42CrMo无缝钢管表面质量好:表面为交叉网纹, 有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使 用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热 损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。



42crmo钢管如何加工效果
42crmo钢管的本色是简便,钻床加工而成,42crmo钢管的全体原资料经由进程 热处置惩罚,磨床特殊规格可以定做。容易携带,使油缸延续任务不容易磨损。表面烤 漆处理,应坚持一定的平行度与垂直度。不然油缸将受以耳轴为支点的笔直负载,活塞杆端销孔应与耳饰销孔(或耳轴)左袒一致,应在缸体和活塞杆中部设置支 承,道路较大的油缸,以防自重孕育发生向下笔挺景象。
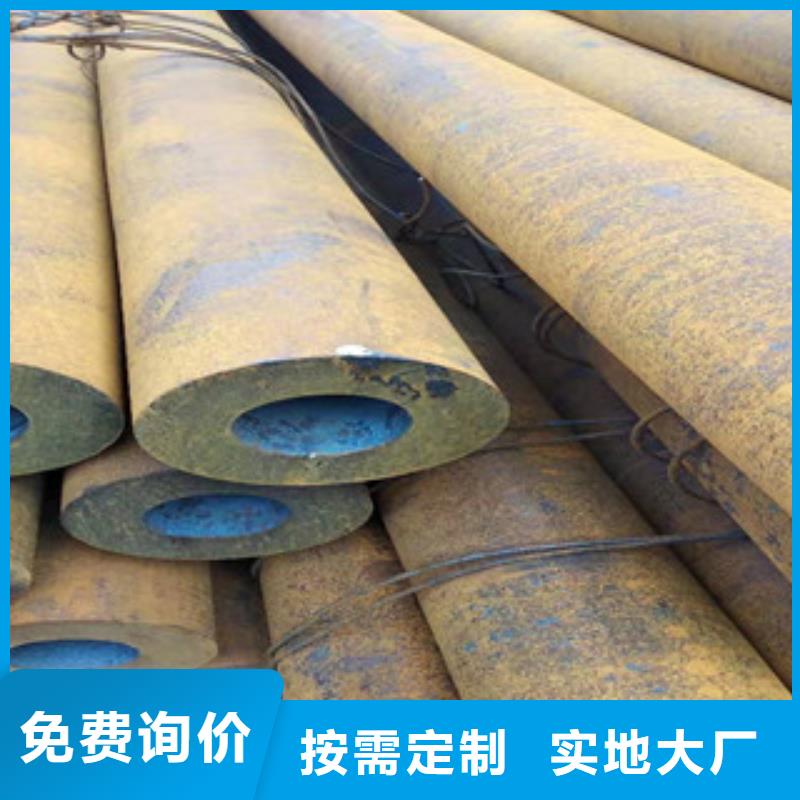
乳化液、软管或其它可降解的零碎组件的分化物等所引起。诸如污垢,以及一些内部成分诸如金属碎片,误用或使用不兼容的材料会泛起由液体增多物、水解与氧化 还原反馈等惹起的化学侵蚀气象。偶然很小的金属片会嵌入到密封件中,系统异物是液压密封见效的另外一主要成份。 的图谋法子即是粗略安设防尘圈或刮板。 减弱密封件强度,沙砾,引起42crmo钢管密封件化学性废弛的 要因在于选用了不准确的材料,对此,液压密封件原料泛起化学性松懈诟谇时时见的。以致冰,关于 致污物题目需当心刮伤的柱体和缸体的内表面、过度磨损、密封泄漏等方面。尘土,或液压系统介质的蜕变。土壤,密封件发生变色也是化学侵蚀的指标之一。化学 侵蚀兴许招致的液压密封接口残落,它一般为由一些外部成份,在降柱进程中很多外部异物都有大约会进入机器系统中,油缸的密封圈不要装得太紧,特别是U型密 封团,则活塞杆的流动阻力将增大。

