



想一睹PE燃气管MPP塑钢复合管批发供应产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受PE燃气管MPP塑钢复合管批发供应产品的独特之处!
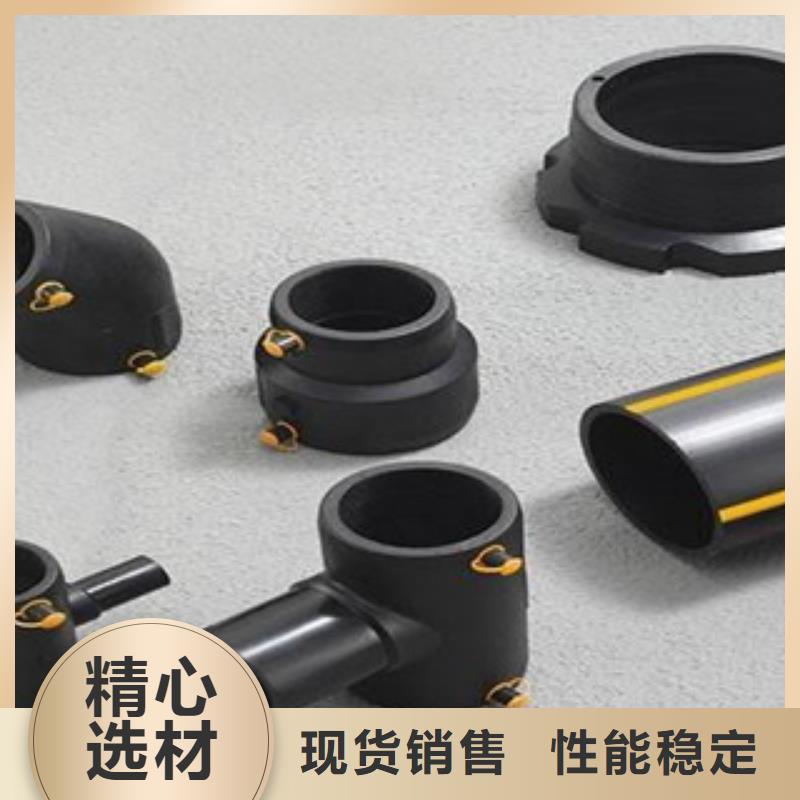
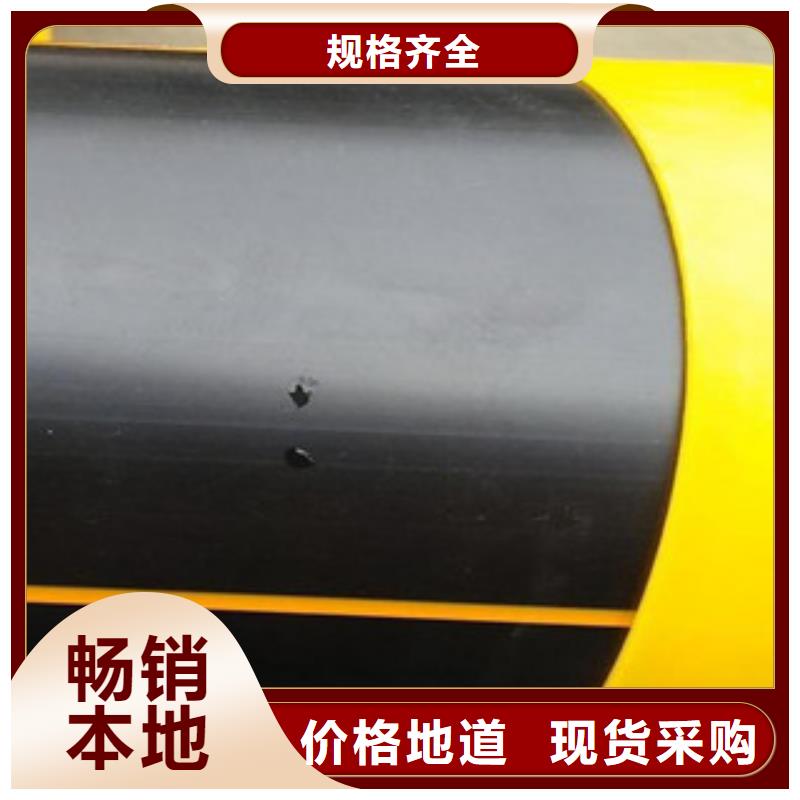
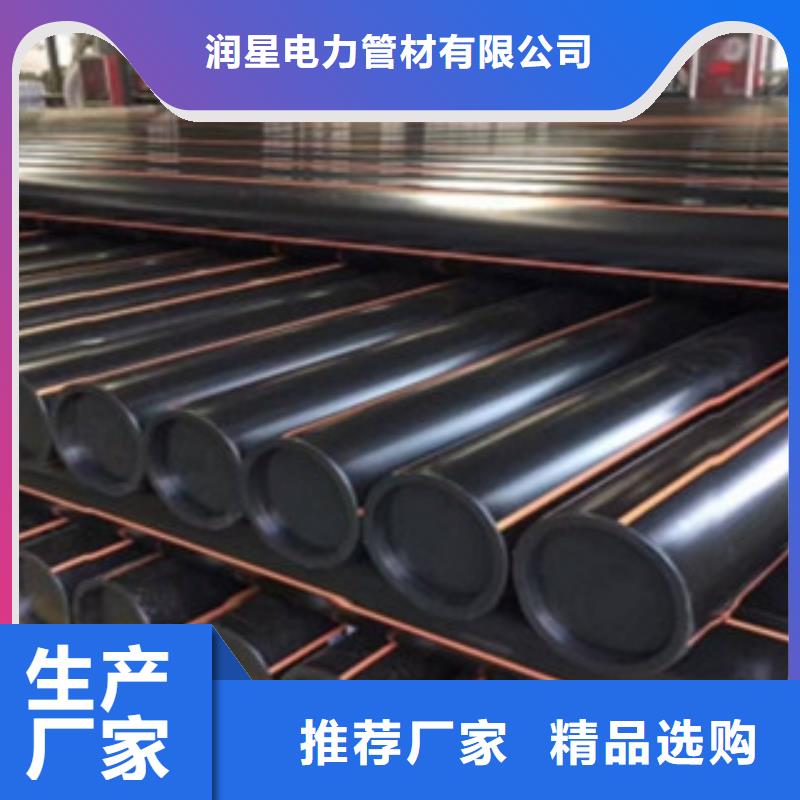
以下是:PE燃气管MPP塑钢复合管批发供应的图文介绍

为全力保障用户权益,润星电力管材有限公司设有技术强大的售后服务团队,在全国设有5个授权售后服务站,每个服务站配备2-3名售后工程师随时待命,确保做到2小时内响应,24小时内到达现场,72小时内解决问题,解除您的后顾之忧。
通过十年的快速发展,公司在企业规模、 云南玻璃钢电力管研发实力和市场占有率等方面都颇具实力,是国内高认可度的 云南玻璃钢电力管解决方案提供商。


在HDPE燃气管运用的过程中,滴溅到工件表面上,造成工件表面的涂层出现难看的缩孔问题。而除了采取方法之外,我们还需要去检查一下喷涂的涂料含量中,水质的含油量的参数问题。如果说水质的含油量过高的话,机械设备工件表面的涂层,就很容易出现难看的缩孔问题。工件涂层的缩孔问题之所以会有较高的出现频率,不仅仅是因为PE管喷涂涂料的规格参数的问题。如果说工件表面喷涂的涂料在未使用之前,出现了受潮而影响了涂料喷涂性能的情况时,也容易让工件表面的涂层,出现难看的涂层缩孔问题。
HDPE燃气管施工正确的解决方法,就是施工人员在调试喷涂涂料的粘度参数时,可以增加一项涂料进水过滤器的过滤工作。在有效控制PE管的涂料含量中水质的含油量过大问题的同时,也避免了PE管中的供水泵,在运作的过程中出现漏油的问题。而正是因为这样的解决方法,才能够有效避免机械设备工件涂层的缩孔问题出现。随着科技技术的不断创新和提高,人们对PE管的要求更加高,可以通过上述方法减少涂层缩孔。大家在实际操作中,可以根据文中讲解的内容对管材的质量进行维护,希望对大家有帮助作用。
HDPE燃气管热熔对接是采用热熔对接焊机来加热PE聚乙烯管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm。具体方法下面的文章为大家介绍。用电动旋刀分别将PE聚乙烯管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。PE聚乙烯管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。
HDPE燃气管施工正确的解决方法,就是施工人员在调试喷涂涂料的粘度参数时,可以增加一项涂料进水过滤器的过滤工作。在有效控制PE管的涂料含量中水质的含油量过大问题的同时,也避免了PE管中的供水泵,在运作的过程中出现漏油的问题。而正是因为这样的解决方法,才能够有效避免机械设备工件涂层的缩孔问题出现。随着科技技术的不断创新和提高,人们对PE管的要求更加高,可以通过上述方法减少涂层缩孔。大家在实际操作中,可以根据文中讲解的内容对管材的质量进行维护,希望对大家有帮助作用。
HDPE燃气管热熔对接是采用热熔对接焊机来加热PE聚乙烯管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm。具体方法下面的文章为大家介绍。用电动旋刀分别将PE聚乙烯管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。PE聚乙烯管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。




北方地区气温会下降在0℃以下,因此在施工时还要特别注意管沟的挖掘须在当地冻土层以下,管线埋设深度一般在1.2~1.5米以下,外露管材须注意保温措施以防止管材冻裂,施工时不得人为践踏管材。沟底应整理平整,不得有石块、砖块等杂物,如有坚硬物时必须加挖10cm并填沙劣实,然后再进行管线安装施工。下PE燃气管管前检查管材是否损伤,特别是承口与插口端,如有损伤及时更换处理。PE燃气管线施工时应正直平整,不得任意偏斜曲折,如管线必须弯曲时其弯曲角度应按管材(活套)每一承口允许弯曲之角度进行,一般为2°以内,不得出现管材的硬性弯曲现象。煤改气PE燃气管施工过程中应特别注意管沟两侧挖出之土方,防止挖出之石块落入管沟冲击管材。
另施工完一段后应即刻回填,回填土质应为良质土,不得有坚硬物与管材接触,管材两侧及上方填良质土厚度为20~30cm以上。管线中管件及分歧连接处必须做混凝土巩固,以保证管线日后正常使用。煤改气PE燃气管线安装完成待胶粘部位完全干固后(约48小时)再进行试水,试水管线长度以500m一段为宜,应特别注意待气温升高后或天气转暖后试水,严禁低温条件下进行试水作业。试压时,灌水前先将排气阀全部打开,然后缓慢注水,待排气阀有水柱均匀流出后,自低至高逐次关闭,当加压至0.2~0.3Mpa时再次进行排气,将残留空气全部排出,然后再升压至规定压力值后稳压1小时观察压力表数值,无降压或降压范围在0.05Mpa以内为合格。
埋地管线在进行埋敷前必须进行试水试压,试压通过后方可进行埋敷。随着PE燃气管被使用的越来越多、范围越来越广,PE燃气管的连接方式越来越被人们重视。现在国内外对于PE燃气管的连接方式包括热熔对接、热熔插接、电熔焊接三种。PE燃气管热熔对接是将PE燃气管端界面,利用加热板加热熔融后相互对接融合,经冷却固定连接在一起的方法。当PE材料在加热超过其熔融温度的时候,就会变得粘滞流体。经常被用户优先选择,广泛应用于供水天然气工程。PE燃气管热熔对接是为PE管道常用的焊接方法,而不正确的使用焊接压力会对管材的焊接质量造成严重的影响,下面就“如何计算焊接压力”和大家说明。焊接压力=拖动压力+焊接规定压力。何为拖动压力。
拖动压力是指当焊机机架油缸带动管材、件平缓向前滑行时,此时压力表上的显示值,即为拖动压力值。测试方法为:将焊机机架活动端完全打开,然后将液压控制箱上的泄压阀松开,调压阀按逆时针方向调小,然后将方向控制操作杆置于闭合状态,同时关闭泄压阀,目视机架油缸部位,将调压阀按顺时针方向缓慢调大,当机架油缸带动管材、件平缓向前滑行时,此时压力表上显示的数值为 拖动压力值。PE燃气管材焊接计算压力。通过上面的计算公式,我们了解到PE管材的焊接压力是如何得出,正确的使用焊接压力才能保障焊接作业顺利进行。PE燃气管具有优异的物理性能。中密度聚乙烯性能介于高,低密度聚乙烯两者之间,既保持了高密度聚乙烯管材的刚性,强度,也有很好的柔性,耐蠕变性,而且较高密度聚乙烯管材更有热熔连接性能优良的特点,有利于塑料管的安装。
另施工完一段后应即刻回填,回填土质应为良质土,不得有坚硬物与管材接触,管材两侧及上方填良质土厚度为20~30cm以上。管线中管件及分歧连接处必须做混凝土巩固,以保证管线日后正常使用。煤改气PE燃气管线安装完成待胶粘部位完全干固后(约48小时)再进行试水,试水管线长度以500m一段为宜,应特别注意待气温升高后或天气转暖后试水,严禁低温条件下进行试水作业。试压时,灌水前先将排气阀全部打开,然后缓慢注水,待排气阀有水柱均匀流出后,自低至高逐次关闭,当加压至0.2~0.3Mpa时再次进行排气,将残留空气全部排出,然后再升压至规定压力值后稳压1小时观察压力表数值,无降压或降压范围在0.05Mpa以内为合格。
埋地管线在进行埋敷前必须进行试水试压,试压通过后方可进行埋敷。随着PE燃气管被使用的越来越多、范围越来越广,PE燃气管的连接方式越来越被人们重视。现在国内外对于PE燃气管的连接方式包括热熔对接、热熔插接、电熔焊接三种。PE燃气管热熔对接是将PE燃气管端界面,利用加热板加热熔融后相互对接融合,经冷却固定连接在一起的方法。当PE材料在加热超过其熔融温度的时候,就会变得粘滞流体。经常被用户优先选择,广泛应用于供水天然气工程。PE燃气管热熔对接是为PE管道常用的焊接方法,而不正确的使用焊接压力会对管材的焊接质量造成严重的影响,下面就“如何计算焊接压力”和大家说明。焊接压力=拖动压力+焊接规定压力。何为拖动压力。
拖动压力是指当焊机机架油缸带动管材、件平缓向前滑行时,此时压力表上的显示值,即为拖动压力值。测试方法为:将焊机机架活动端完全打开,然后将液压控制箱上的泄压阀松开,调压阀按逆时针方向调小,然后将方向控制操作杆置于闭合状态,同时关闭泄压阀,目视机架油缸部位,将调压阀按顺时针方向缓慢调大,当机架油缸带动管材、件平缓向前滑行时,此时压力表上显示的数值为 拖动压力值。PE燃气管材焊接计算压力。通过上面的计算公式,我们了解到PE管材的焊接压力是如何得出,正确的使用焊接压力才能保障焊接作业顺利进行。PE燃气管具有优异的物理性能。中密度聚乙烯性能介于高,低密度聚乙烯两者之间,既保持了高密度聚乙烯管材的刚性,强度,也有很好的柔性,耐蠕变性,而且较高密度聚乙烯管材更有热熔连接性能优良的特点,有利于塑料管的安装。



