



为了让您更地了解我们的钢结构R角紫铜大排做工精细产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:钢结构R角紫铜大排做工精细的图文介绍

度和超高、超重型的建筑物特别适宜;
材料匀质性和各向同性好,属理想弹性体, 一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
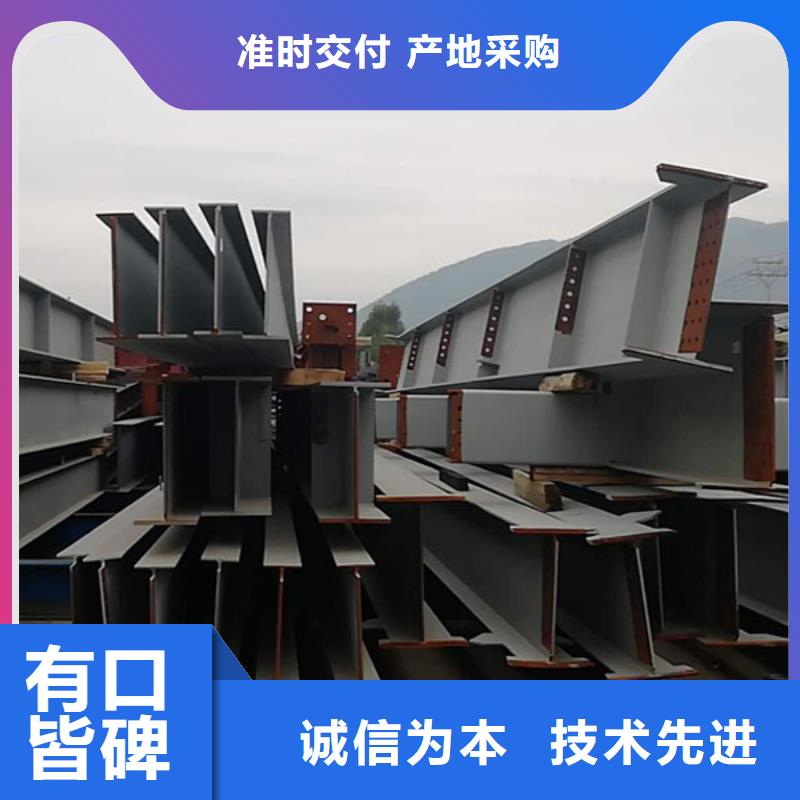
其缺点是耐火性和耐腐性较差。主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和仓库等大跨度结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
①安装前,施工单位应对构件的产品合格证、设计文件与预拼装记录进行检查,并复验记录构件的尺寸。钢结构的变形、缺陷超出允许偏差时,应进行处理。
安装前,应编制详细的测量和矫正工艺,厚钢板的焊接应在焊接安装前进行模拟产品结构的工艺试验,编制相应的施工工艺。对拼装好的屋架应预设一定的起拱度。
材料匀质性和各向同性好,属理想弹性体, 一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和仓库等大跨度结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
①安装前,施工单位应对构件的产品合格证、设计文件与预拼装记录进行检查,并复验记录构件的尺寸。钢结构的变形、缺陷超出允许偏差时,应进行处理。
安装前,应编制详细的测量和矫正工艺,厚钢板的焊接应在焊接安装前进行模拟产品结构的工艺试验,编制相应的施工工艺。对拼装好的屋架应预设一定的起拱度。


防火技术轻钢结构一个关键的问题是防火技术的应用, 轻钢结构住宅的耐火等级为四级。建筑轻钢结构住宅在墙的两侧与楼盖的天花处贴防火石膏板,对于普通防火墙和分户墙用25.4毫米厚(1吋)石膏板保护,以达到1个小时的防火要求,另外在墙体墙柱间与楼盖搁栅间填充的玻璃纤维对于防火与热传递也起了积极的保护作用。
隔声技术轻钢结构在内外墙及楼盖搁栅间填充玻璃棉,有效阻止了通过空气传播的音频部分,而对于通过固体传播的冲击声,作如下构造处理:对于分户墙用二道墙柱构成带有中间空隙的二道墙体;而对于吊顶用的固定石膏板的小龙骨,用带有小切槽的弹性构造以有效减少楼层间的固体声传播。
连接方法
焊接连接
螺栓连接
铆钉连接
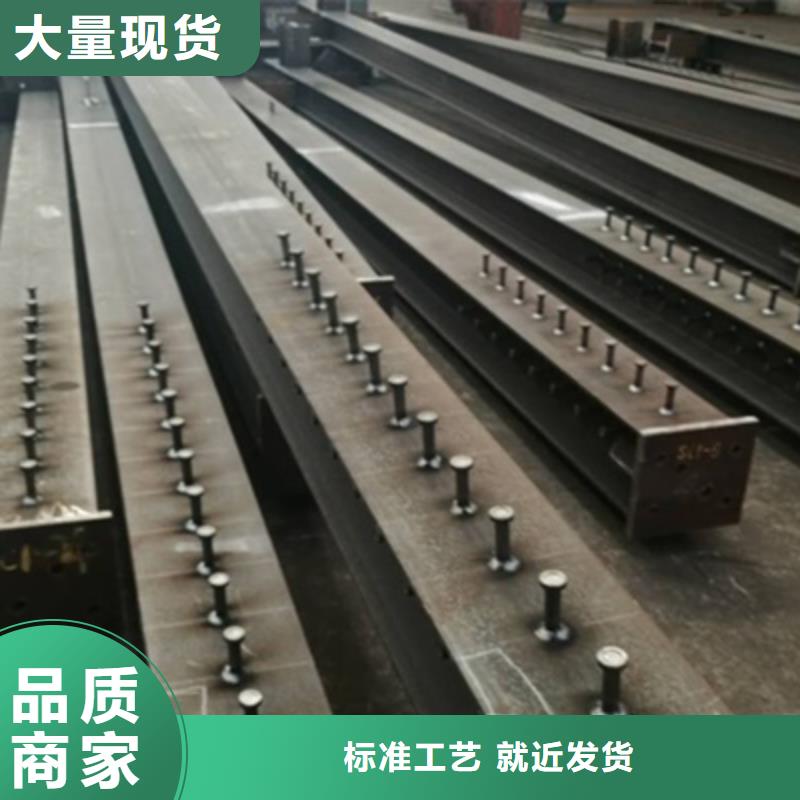
重钢结构
1.厂房桁车起吊重量:≥25吨。
2.每平米用钢量:≥50KG/㎡。
轻钢结构
指用圆钢和小于L45×4和L56×36×4的角钢制作的轻型钢结构。 规范和技术文件都并没有重钢一说。
《钢结构设计规范》GBJ17-88已经于2003年12月1日起废除,现时实行的是《钢结构设计规范》GB50017-2003
设备钢结构
隔声技术轻钢结构在内外墙及楼盖搁栅间填充玻璃棉,有效阻止了通过空气传播的音频部分,而对于通过固体传播的冲击声,作如下构造处理:对于分户墙用二道墙柱构成带有中间空隙的二道墙体;而对于吊顶用的固定石膏板的小龙骨,用带有小切槽的弹性构造以有效减少楼层间的固体声传播。
连接方法
焊接连接
螺栓连接
铆钉连接
重钢结构
1.厂房桁车起吊重量:≥25吨。
2.每平米用钢量:≥50KG/㎡。
轻钢结构
指用圆钢和小于L45×4和L56×36×4的角钢制作的轻型钢结构。 规范和技术文件都并没有重钢一说。
《钢结构设计规范》GBJ17-88已经于2003年12月1日起废除,现时实行的是《钢结构设计规范》GB50017-2003
设备钢结构



阔恒兴旺国际贸易有限公司(西藏分公司)成立于2015年,主要经营 TU00无氧铜,可根据客户的要求进行 TU00无氧铜生产、配送、售后等服务,为企业提供有质量保证、价格优惠的 TU00无氧铜产品, 诚信经营、质量为本、互利共赢是我司的宗旨,俗话说得好“诚信赢天下”,我司秉承诚信经营,把控质量,和企业共同成长的理念和价值观,携手同行和企业,建立长期的合作伙伴关系,共同为建设美好的中国出一份力量。 我们的团队是一支有责任心、有效率、阳光、团结的团队,公司的发展离不开员工,我司将坚持提高员工的福利,让全体员工实现人生价值,共同成长。 我们的目标是让公司成为j i具影响力的 TU00无氧铜服务商。

三、安装焊接程序及一般规定
焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接: 层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
9.焊工和检验人员要认真填写作业记录表。
焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接: 层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
9.焊工和检验人员要认真填写作业记录表。

