

想要真正了解PE燃气管MPP电力管符合标准产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:PE燃气管MPP电力管符合标准的图文介绍


HDPE燃气管在使用过程中可能会出现漏水的情况,这将会给我们的施工带来极大困扰,尤其是我们将HDPE燃气管埋到地下且填土覆盖或固定在墙面后。所以,为了避免这些情况的发生,我们在施工时应该特别注意,防患于未然。为了防止HDPE燃气管漏水,保证水的质量不受影响,施工之前需要严格按照标准去试验水的压力并且进行清洗试验。穿越楼层时,根据排水管穿楼板固定支撑与否来设置钢套管和添加阻水圈。厂家在生产HDPE燃气管的时候,要使它们配套,接口处采用适用的连接方式,根据不同的PE管道来选取不同厚度的产品。还有就是HDPE燃气管在施工进行穿墙的时候,为了防止漏水需要设置固定套管,而且套管需要与饰面平齐,用防水材料将缝隙填充完全。以上措施就是防止HDPE燃气管发生漏水的方法,既然我们知道了以上方法那我们就要在实际操作安装中用到,提前防止漏水这种故障。
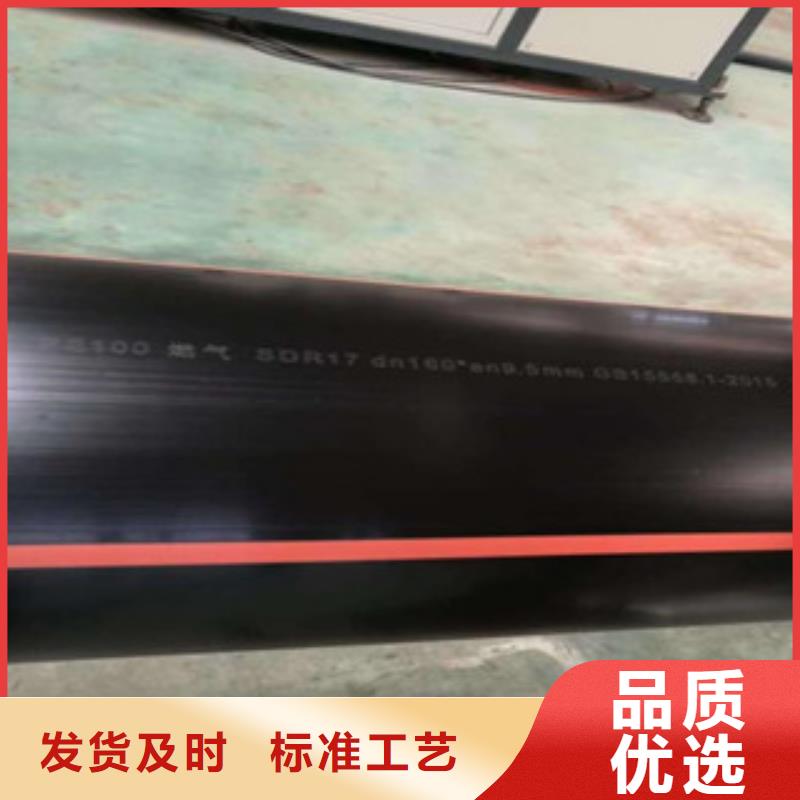
HDPE燃气管材是否符合使用要求,作为专业的生产厂家都会有一套检测标准,因为,只有符合标准的产品才能销售到市场上去,这是每个厂家都非常明白的。那具体的检测标准都有哪些呢?质检员必须对抽检产品的各项数据,包括长距滴水试验进行记录,记录数据必须真实,不得乱涂乱改。检验员必须对操作员交付的PE管材进行倒卷检验,检验项目包括外观、不规则成型、迷宫饱满度,接头数量、接头捆扎情况,米数等。检验员必须对操作员交付的每卷产品进行检验,检验项目包括滴水情况、 压力、壁厚、单重、宽窄,试验时抽取长度,不得少于5米,每卷抽检数量不得低于一次。
HDPE燃气管压力试验时应先将压力调至0.1Mpa,看滴水是否均匀,滴水正常后方可加压测试其 压力, 压力不得低于0.28Mpa,如有低于0.28Mpa,则应另取一段做保压试验,将压力保持0.15Mpa静水1小时。标准是相对的,是检测PE管材是否合格的一定考核线,只有规范了标准,严格按照标准来,生产出来的产品质量才能过关,到了市场上才能被更多的消费者购买。
HDPE燃气管材是否符合使用要求,作为专业的生产厂家都会有一套检测标准,因为,只有符合标准的产品才能销售到市场上去,这是每个厂家都非常明白的。那具体的检测标准都有哪些呢?质检员必须对抽检产品的各项数据,包括长距滴水试验进行记录,记录数据必须真实,不得乱涂乱改。检验员必须对操作员交付的PE管材进行倒卷检验,检验项目包括外观、不规则成型、迷宫饱满度,接头数量、接头捆扎情况,米数等。检验员必须对操作员交付的每卷产品进行检验,检验项目包括滴水情况、 压力、壁厚、单重、宽窄,试验时抽取长度,不得少于5米,每卷抽检数量不得低于一次。
HDPE燃气管压力试验时应先将压力调至0.1Mpa,看滴水是否均匀,滴水正常后方可加压测试其 压力, 压力不得低于0.28Mpa,如有低于0.28Mpa,则应另取一段做保压试验,将压力保持0.15Mpa静水1小时。标准是相对的,是检测PE管材是否合格的一定考核线,只有规范了标准,严格按照标准来,生产出来的产品质量才能过关,到了市场上才能被更多的消费者购买。



润星电力管材有限公司坐落于塑料管材产业园。优越的地理位置和便利的交通给公司的发展带来了充分的条件。本公司生产设备精良,工艺先进合理,检测手段齐全,技术力量雄厚;主营产品 甘肃玻璃钢电力管,产品遍布全国各地,在同行业中名列前茅。产品销往全国各地,受到广大用户的好评。过硬的产品质量,优质的售后服务,是我公司不断的追求!您的满意是我们永远的承诺。欢迎新老客户光临惠顾!

很好地解决了城市饮用水的二次污染。PE燃气管长久的使用寿命:在额定温度、压力状况下,PE管道可使用50年以上。PE燃气管较好的耐冲击性:PE管韧性好,耐冲击强度高,重物直接压过管道,不会导致管道破裂。PE燃气管可靠的连接性能:PE管热熔或电熔接口的强度高于管材本体,接缝不会由于土壤移动或活载荷的作用断开。PE燃气管良好的施工性能:管道质轻,焊接工艺简单,施工方便,工程综合造价低。PE燃气管电热熔接性:采用专用电热熔焊机将直管与直管、直管与管件连接起来。一般多用于160mm以下管。PE燃气管热熔对接连接:采用专用的对接焊机管道连接起来,一般多用于160mm以上管。PE燃气管钢塑连接:可采用法兰、螺纹丝扣等方法连接。
PE燃气管为方便施工和保证施工质量、还应准备相应的工具。PE燃气管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE燃气管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE燃气管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE燃气管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。
PE燃气管检查对接焊机是否与管材直径和规定的对接焊周期匹配。PE燃气管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE燃气管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE燃气管在对接焊机上管材和管件的焊口,清洁端口。PE燃气管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE燃气管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE燃气管将加热工具放在两连接面之间。
PE燃气管为方便施工和保证施工质量、还应准备相应的工具。PE燃气管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE燃气管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE燃气管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE燃气管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。
PE燃气管检查对接焊机是否与管材直径和规定的对接焊周期匹配。PE燃气管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE燃气管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE燃气管在对接焊机上管材和管件的焊口,清洁端口。PE燃气管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE燃气管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE燃气管将加热工具放在两连接面之间。

