





如果你想要更深入地了解我们的球墨铸铁管焊管工艺层层把关产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
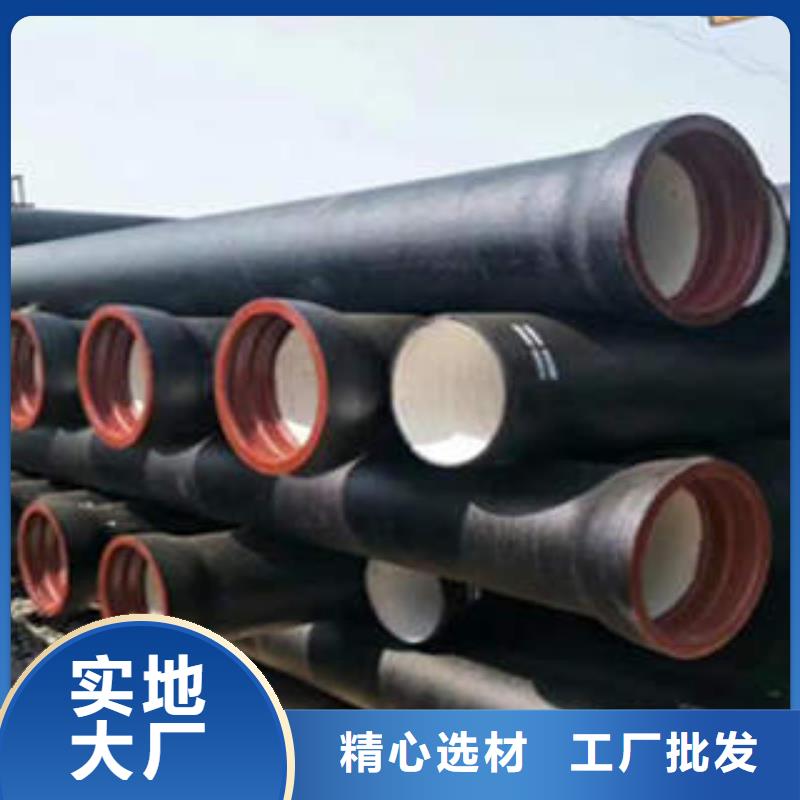
以下是:球墨铸铁管焊管工艺层层把关的图文介绍
君杰钢管有限公司是一家以生产 河北螺旋管为主的厂家、以客户需求为发展的根本,保障服务质量,不断提高发展技术和服务领域,为客户提供便捷、优质、的服务。 一贯秉承、便捷、优质、的服务理念,全体职工发扬“团结、奋发、、奉献“的精神,以“保证质量、用户满意“作为永恒的追求和郑重的承诺,愿以先进的技术、优良的设备、科学的管理,竭诚为广大客户提供省时、省力、省钱、、快捷、方便的优质服务。愿在您的信任和大力支持下共创美好明天


由此可知,宽凝固温度范围,糊状或海绵网络状凝固方式的合金容易产生热裂。随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯型砂铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力,铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。 热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫磷含量高;铸件开箱落砂过早,冷却过快。在铸造合金家族中,各类铸造合金的发展取决于其优势的发扬和劣势的抑制。铸铁 与铸钢有色合金相比,铸造性能较,。因此,铁液的利用率高,产品的适用面广在材质竞争中,提高铸铁的强度增加强韧性内在缺陷,对于减轻铸件重量,延长服役期,节约材料是非常重要的。为了保证铸铁性能的可靠性和稳定性,首先必需有良好的铁液质量。因此,一定要做好炉前处理! 脱硫铁液脱硫可减少球化剂用量和铸件中硫化物夹渣的数量。发达 球铁生产几乎全部采用脱硫工艺,要求脱硫后S≤00%,我国条件下,目标位为S≤00%,锡柴和常柴可达到S≤00%。 包底NaCO冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N。 脱硫剂分CaC系和CaO两大类。CaC脱硫效果好,可将硫由00~00%降至00%以下,浮渣呈颗粒状易于去除,只是它的价格贵熔点高,又碍于运输和保管,故限于近点供应。CaO系使用较为普遍。无论是那一系脱硫剂,都应具有抗潮防爆的特性。活性CaO经表面成膜处理,并加添加剂制成的复合脱硫剂,不受潮,去硫效率高,气动法脱硫,脱硫率在0~90%。产量不大的工厂,单包冲入法脱硫应采用低熔点复合脱硫剂,脱硫率为0~0%,此时脱硫渣呈熔融状。气动脱硫后,铁液进入感应炉提温。


球墨铸铁管和成型以及原型管道的成型都有着许多十分的不同的地方,很有可能是在我们的意料之中,管道一类的产品都是运用模具来完成的,在原来所设定的模具上去进行球墨铸铁管的锻造,事实却并非是这样的,现今的现代所运用的球墨铸铁管并不是这样,球墨铸铁管几乎所有的都通过弯曲形成的。
作为球墨铸铁管的基本制作方法,实弯,顾名思义当然是实实在在的弯曲,将之前的金属材料进行完全的弯曲,实弯时内外辊与管坯内外壁双向压实,实弯拥有的优点有很多,特别是在哎初期成型的时候特别的准确,只要我们所依附的数据以及弯曲度足够多,能够形成很准确的球墨铸铁管弯曲角度,帮助加工很快速的进行。
要是在径流量上过小,难免也是会出现供不应求的现象。或许别的管道有着这样的缺陷,但伴随着球墨铸铁管的出现,这个瑕疵就很好的被打破被球墨铸铁管弥补。也正是这点提出的性能,球墨铸铁管很适合应用在我们身边的水运输上。不管是自来水运输管道,还是说企业市政给水等等,球墨铸铁管都是 的那一个选择。这样的球墨铸铁管,自然是无法替代的。




