




准备好领略电气焊保定虎振学校招生电话免费试学产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:电气焊保定虎振学校招生电话免费试学的图文介绍



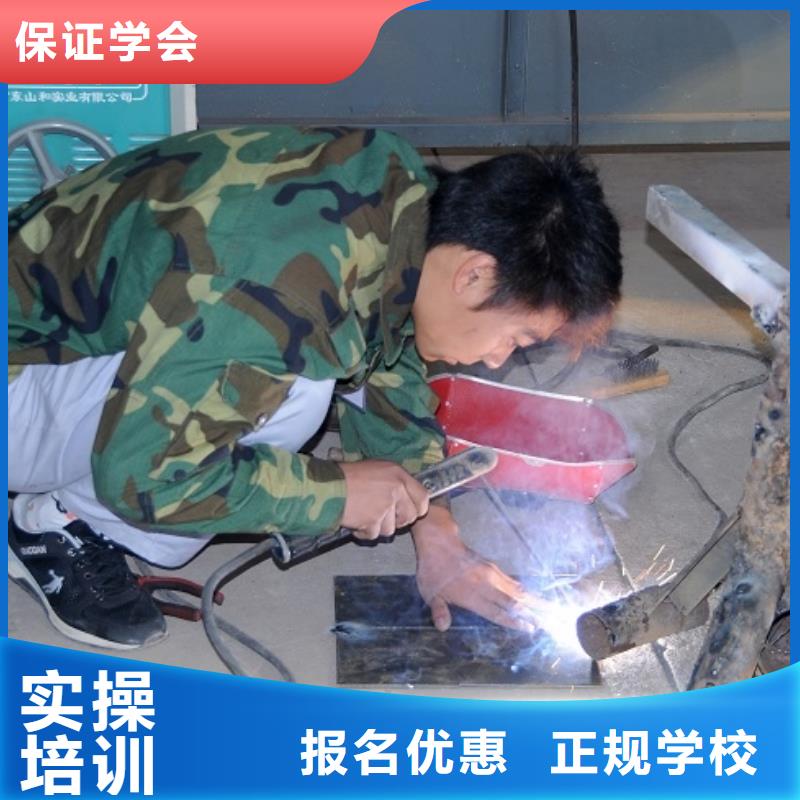
随着社会的发展,农民工入城已成为一股潮流,但是在求职时却屡屡受挫,应聘失败已是屡见不鲜,但是近期,这一现象,有打破的趋势,有大多数农民工都选择了学一门技术,电气焊培训成为新的亮点.
近期发现,应聘时很多企业给出的待遇很高,一些电气焊工技术人员月薪甚至达到了4000元.企业加薪,更多的是为招到足够的人手,以应对当前的用工难题.所以对于电焊工技能好的人员,就是一大突破.
近期发现,应聘时很多企业给出的待遇很高,一些电气焊工技术人员月薪甚至达到了4000元.企业加薪,更多的是为招到足够的人手,以应对当前的用工难题.所以对于电焊工技能好的人员,就是一大突破.



虎振技工学校始终严把质量关,把科技创新作为公司的核心竞争力,其强大的研发能力保证了 湖南影视后期产品的不断改进和更新。 湖南影视后期产品质量、价格以及服务获得业界优良口碑。公司始终把“求真务实、拼搏创新、合作共进、价值共享”为企业的经营理念,并把振兴民族企业和民族产品为己任,更好更多的服务于社会。


焊前預備
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。



2.瓶装CO2气体采用40L标准钢瓶,可灌入25kg液态的CO2,约占钢瓶的80%,基余20%的空间充满了CO2气体。在0℃时保饱各气压为3.63Mpa;20℃时保饱各气压为5.72Mpa;30℃时保饱各气压为7.48 Mpa,因此,CO2气瓶要防止烈日暴晒或靠近热源,以免发生爆炸。
3.CO2气体纯度对焊接质量的影响 CO2气体纯度对焊缝金属的致密性和塑性有很大影响。CO2气体中的主要杂质是H2O和N2,其中H2O的危害较大,易产生H气孔,甚至产生冷裂缝。焊接用CO2气体纯度不应低于99.8%(体积法),其含水量小于0.005%(重量法);混合气体一般混合气体是在Ar气(无色、无味、密度为1.78kg/m3)中加入20%左右的CO2气体制成,主要用来焊接重要的低合金钢强度钢。
3.CO2气体纯度对焊接质量的影响 CO2气体纯度对焊缝金属的致密性和塑性有很大影响。CO2气体中的主要杂质是H2O和N2,其中H2O的危害较大,易产生H气孔,甚至产生冷裂缝。焊接用CO2气体纯度不应低于99.8%(体积法),其含水量小于0.005%(重量法);混合气体一般混合气体是在Ar气(无色、无味、密度为1.78kg/m3)中加入20%左右的CO2气体制成,主要用来焊接重要的低合金钢强度钢。