



无论您是初次接触还是已经熟悉,我们的珩磨管-调质光轴现货产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:珩磨管-调质光轴现货的图文介绍


湖南企业旺旺珩磨管绗磨管油缸管珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。珩磨管故障诊断的操作原则由于珩磨管一旦发生故障之后,牵扯的会比较多,很多与之相关的零配件甚至是整个设备都会因此受到不良影响,因此一定要对其故障进行及时的诊断并排除。相关的原则如下:首先,应判明珩磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机



湖南企业旺旺珩磨管绗磨管油缸管从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。而立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等,镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动,从而完成对珩磨管的加工。


安达液压机械有限公司专业生产销售各种规格的 湖南大口径厚壁珩磨管,在生产中落实可持续发展方针,进入环保生产行列。我们始终坚持品质、服务和创新的发展理念,坚守真诚合作、勇于创新和敢于挑战的企业精神,致力于生产出满足时代发展所需的 湖南大口径厚壁珩磨管,为的快速发展贡献一份力量。



湖南企业旺旺珩磨管绗磨管油缸管如何给珩磨管设置定压1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积小,接触压力大,孔壁的凸出部分快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率降低。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也小。因此,油石磨粒脱落少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,细的切屑堆积于油石与孔壁之间不易排除,造成油石堵塞,变得光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石完全失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。


湖南珩磨管油缸管绗磨管绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压绗磨管是一种无切削的塑性加工方法。
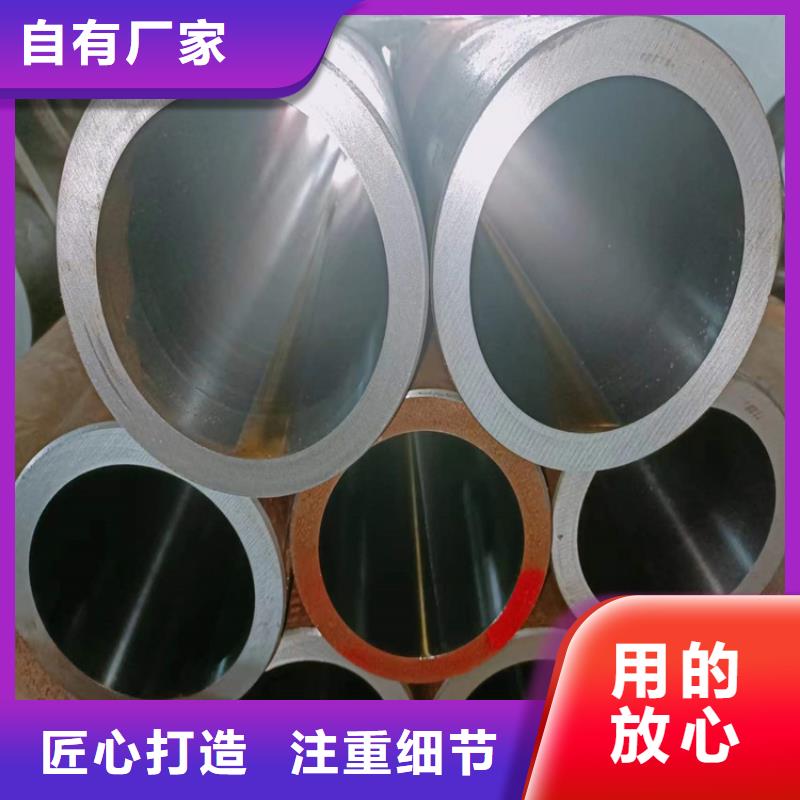
珩磨管是经过冷拔货冷轧尺寸精度高、表面光洁度好的精密无缝管,适用于机械结构和液压设备。采用精密无缝钢管制造机械结构或液压设备,可大大节省加工时间,提高材料利用率,提高产品质量。
珩磨管是经过冷拔货冷轧尺寸精度高、表面光洁度好的精密无缝管,适用于机械结构和液压设备。采用精密无缝钢管制造机械结构或液压设备,可大大节省加工时间,提高材料利用率,提高产品质量。



