



太原 一名钢铁 H型钢适合柱距平面对齐,立面接连。截面挑选:柱:小截面尺度及截面高宽比,轴压比,结构梁纵筋锚固,长细比,结构位移结构柱截面预算:高与宽一般可取(1/10~1/层高。并可按下列办法开始断定。按轴压比要求又轴压比开始断定结构柱截面尺度时,可按下式核算。
借力点较少,若速度过快可能导致构件不稳发作磕碰。装置时还可经过\"繁化简\"的办法将杂乱的部分细化成一个个小个别,再进行全体拼装,这可以显着的进步装置速度,下降难度,进步装置准确度。因为焊缝存在缩短余量,所以在装置时要留下富余量,削减它的影响.HN是热轧H型钢,H数字*数字*数字*数字就是指H型钢高度*翼板宽度*腹板厚度*翼板厚度。因为在空中整个进程都是需求慢慢来的无论是起吊进程仍是调整方向H型钢高度呢就是腹板高度+2块翼板的厚度。结构安置柱网挑选:与修建合作断定柱网尺度。
太原 一名钢铁 H型钢核对无误后方可进行切割,同时应对钢板的不平度进行检查,不平度超过"施工规范"规定的应先进行矫平。切割前将钢板表面的铁锈,油污等杂物干净,以保证切割质量。切割后应将切割面上的氧化皮,硫渣干净,然后转人下道工序。切割公差和质量应满足"施工规范" 规定要求。
合格后转入后续各工序,焊接H型构件加工制作流程如图所示。H型钢加工步骤焊接H型钢构件加工制作工艺要点要注意这几个方面:下料切割焊接H型钢腹板,翼缘板切割下料前应用矫平机对钢板进行矫平,切割设备主要采用火焰多头直条切割机。切割时进行多块板同时下料,以防止零件切割后产生侧弯。下料前应仔细核对钢板的材质,规格。焊接H型构件加工制作采用H型钢生产线进行组焊尺寸是否正确。然后再将T型与另一块翼缘板组装成H型首先在H型钢自动组立机上将腹板和其中一块翼缘板组装成T型。
太原 一名钢铁 H型钢钢坯高度与成品高度之比为1.0∶板坯轧制H型钢时,钢坯高度与成品高度之比为0.5∶厚比为1.4∶产出质量好,成本低的H型钢,首先需要确定一个合理的生产工艺流程。一般小号H型钢多选用方坯,大号H型钢多选用异形坯,方坯和异形坯可用连铸坯,也可由初轧直接供给。钢坯在经过精整和称重后,装入步进式加热炉中加热到1200~1250℃出炉。步进式炉大多数采用双绝热滑轨和轴流式烧嘴。
往往让腿部延伸系数稍大于腰部延伸系数,即相对压下量腿部要略大于腰部2%~4%.若腿部延伸系数比腰部延伸系数过大,会造成撕裂。H型钢坯料尺寸确定与不同工艺之间的关系钢管公司等有关公司的研究表明,高度大于400mm的大型H型钢,其成品尺寸与钢坯尺寸有如下关系:用矩形坯直接轧制时,其钢坯宽度与成品宽度之比为1.2∶坯高度与成品高度之比为1.8∶用初轧异形坯轧制时。
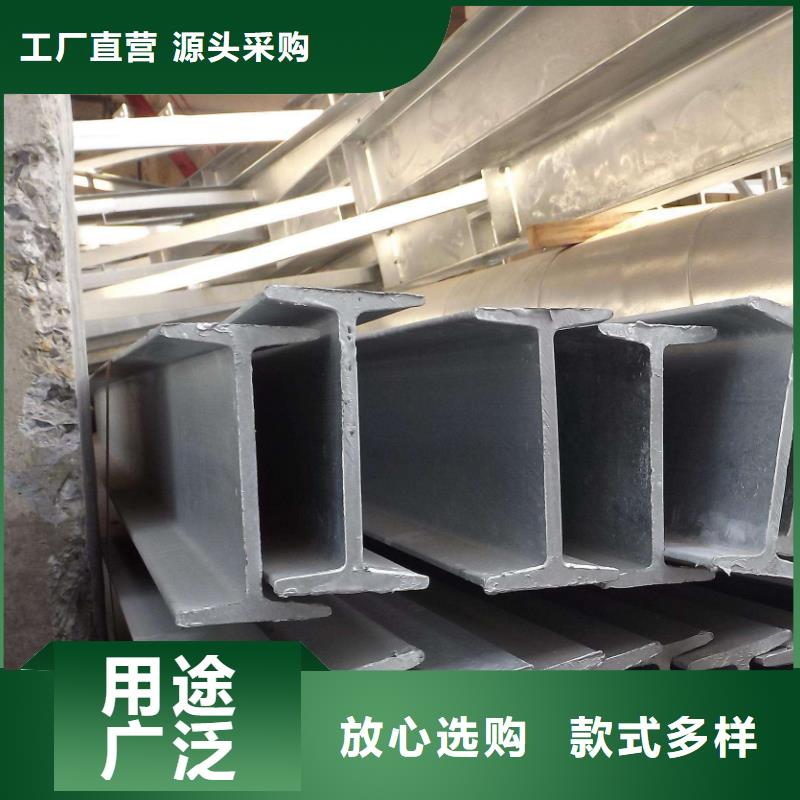
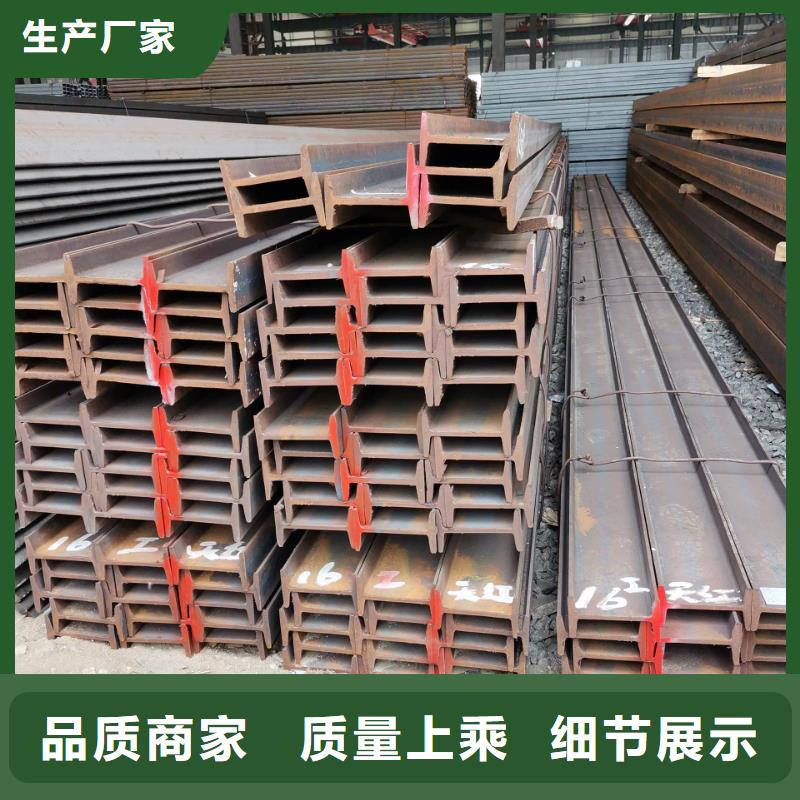
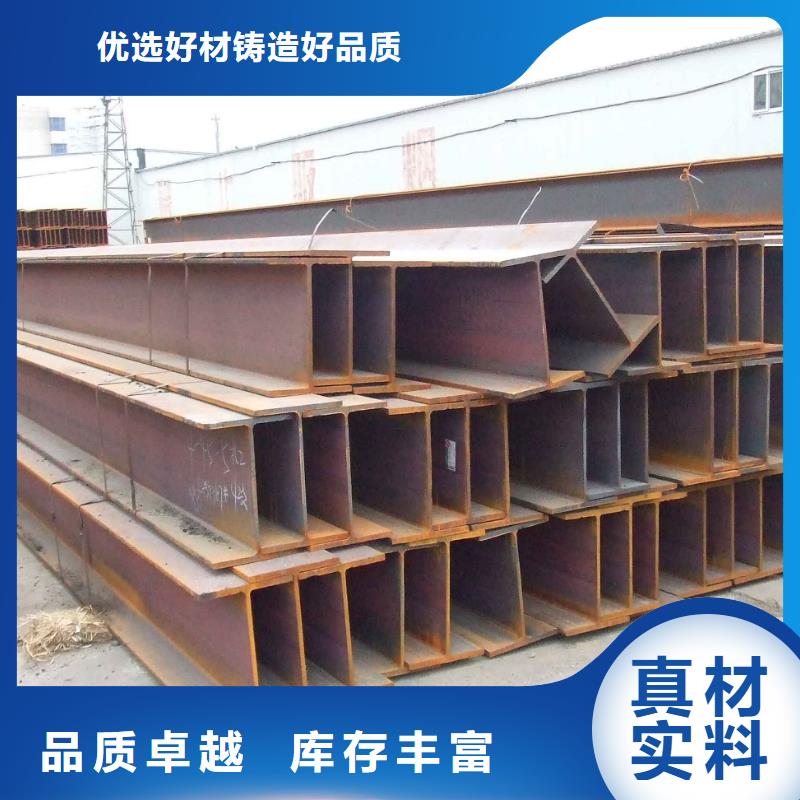
太原 一名钢铁 H型钢它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字型的是H型钢的翼缘进行了加宽,且内,外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成合理系列,型号齐全,便于设计选用。H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊。由于截面形状合理压型钢板等)H型钢属于经济裁面型材(其它还有冷弯薄壁型钢由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的大轧制h型钢高度为800mm,超过了只能是焊接组合截面。