




为了让您更地了解我们的精密光亮管螺旋管厂家案例,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:精密光亮管螺旋管厂家案例的图文介绍

常规正火工艺可完全精密钢管,使其屈服强度和抗拉强度的匹配更加合理,屈强比σS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出现冷弯开裂现象。膨胀系数可以用体积或者是长度表示,通常是用长度表示。密度物质的密度是该物质单位体积的质量,单位是kg/m3或1b/in3。残余拉应力主要来自设备在焊接过程中产生的残余拉应力。
当前,工程上广泛采用焊接冷却后进行退火处理残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的残余应力技术。焊前将无锡精密钢管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。淬火能增加钢管的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有水、油、碱水和盐类溶液等。
当前,工程上广泛采用焊接冷却后进行退火处理残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的残余应力技术。焊前将无锡精密钢管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。淬火能增加钢管的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有水、油、碱水和盐类溶液等。


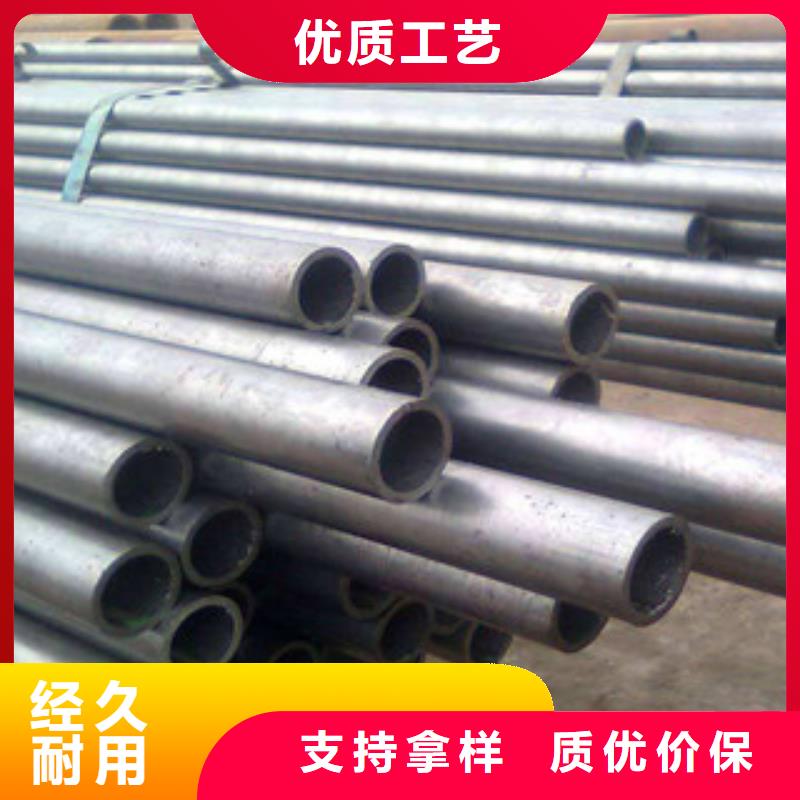
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,小口径无缝管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行,挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,此法可生产直径较小的钢管。 公司目前拥有:60、90穿孔机、冷拨生产线六条,热轧生产线一条,主要生产外径20mm127mm冷轧无缝钢管;两条为325mmASSRL轧管机,系国内大的三辊轧管机,采用芯棒预穿和限动小循环,三级计算机控制的自动化系统,均达到先进水平,主要生产外径133mm1020mm,壁厚16mm300mm,外径精度±0.5%,壁厚精度±5%热轧厚壁无缝钢管。 不锈钢管优势:不锈钢按《YB/T5363-2006焊接不锈钢管》标准生产,符合美国ASTM A554等国外标准,达到欧盟ROHS标准,品质管理严格按照ISO9001:2000质量管理体系不锈钢管质量:内外抛光(表面等级:抛光180号、220号,240号,320号,400号,600号);拉丝;酸洗;内焊道整平;在线光辉热处理。不锈钢管全部采用进口一级正材不锈钢板材制造,特色在于:无砂眼,无砂孔,无黑点,无裂缝,焊道平整。



小编相不少朋友和小编一样好奇精密钢管为什么要经过退火这一步骤,今天小编就大家解个惑。精密钢管的退火是将产品加热到适当温度,根据精密钢管的材料和工件尺寸采用不同的保温时间,然后进行冷却,获得良好的工艺性能和使用性能。
退火精密钢管热处理是将钢加热到发生相变或部分相变的温度,经过保温后冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,提高精密管的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。
精密钢管进行退火后,金属内部组织达到或接近平衡状态,或者为进一步淬火作组织。所以退火精密钢管既为了和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好,故退火是属于半成品热处理,又称预先热处理。
退火精密钢管热处理是将钢加热到发生相变或部分相变的温度,经过保温后冷却的热处理方法。退火的目的,是为了组织缺陷,改善组织使成分均匀化以及细化晶粒,提高精密管的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。
精密钢管进行退火后,金属内部组织达到或接近平衡状态,或者为进一步淬火作组织。所以退火精密钢管既为了和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好,故退火是属于半成品热处理,又称预先热处理。



九晨钢铁制造有限公司为客户提供以下服务:本公司以卓越的 福建酸洗磷化管厂家产品,服务,合理的价格服务于广大客户。服务三保:保证质量、保证时间、保证数量
服务宗旨:雄厚的实力、产品、服务。
郑重承诺:保证 福建酸洗磷化管厂家产品的质量、保证出厂的价格、以诚信服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、品种齐全、价格合理。
