



想要更直观地了解球墨铸铁管配件柔性铸铁管厂家精选产品吗??产品视频,带你走进产品世界
以下是:球墨铸铁管配件柔性铸铁管厂家精选的图文介绍

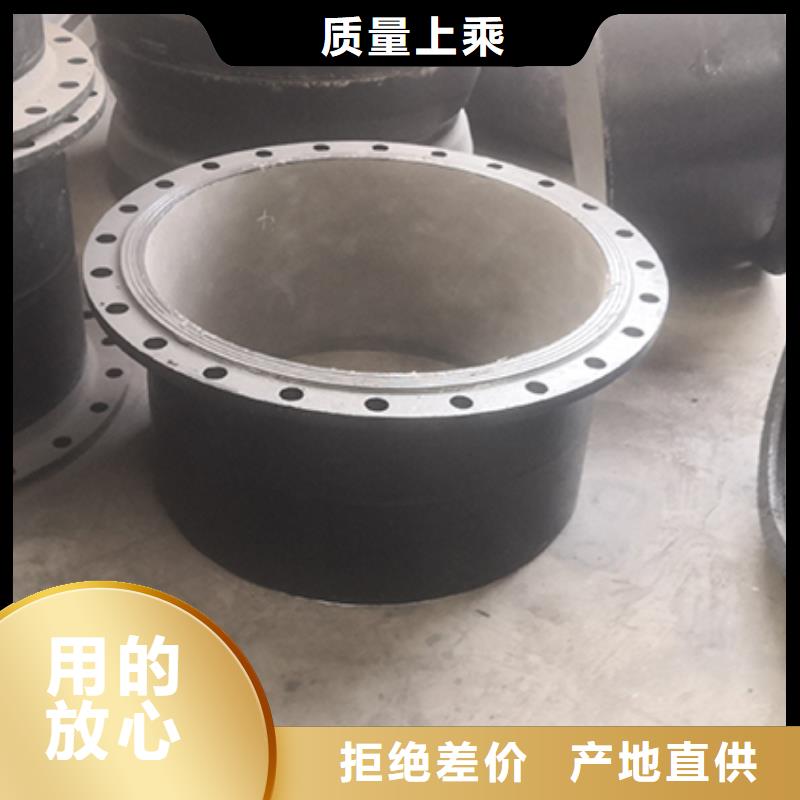
球墨铸铁管配件 高炉熔炼工艺简介:1、高炉铁水运输到铸造车间直接浇注铸铁件。显而易见这是***佳的短流程熔炼工艺。由于原高炉铁液对铸件石墨状态的遗传效应和铁液温度决定铁水的溶碳度、石墨析出量及尺寸大小造成铸件的抗拉强度较低,加之高炉铁液出炉温度不够高,一般低于1450℃及组织的遗传效应。 2、将高炉铁水倒入感应电炉与废钢、回炉料和配料中间合金一起熔配,经成分调整和熔炼后出炉经变质、球化等处理后浇注铸铁件。 3、将高炉铁水先倒入保温炉保温待需要时再倒入感应电炉与废钢、回炉料和配料中间合金一起熔配,经成分调整和熔炼后出炉经变质、球化等处理后浇注铸铁件,应用与工艺上面第二种相同,只因高炉炼铁与铸造过程的匹配问题而将铁水暂存保温炉内。 球化处理方法简介:1、镁芯线喂入法 镁芯线分为2种:①镁合金线中含晚量为20%-35%,加入量为22m/t-25m/t;②纯镁线中含瑰量为90%-92%,加入量为32m/t-35m/t。欧洲采用镁芯线球化处理工艺己占球化处理量的20%左右; 喂线球化具有球化率高,石墨细小(球化率1-2级,大小7级),铁液纯净度好、易与铁液分离(渣的二元碱舅)为2.5-4.0),处理温降小(3040℃),作业环境好等特点.喂线速度40-80m/min; 2、冲入法 国内一般工厂均采用这种工艺。球化剂主要成分为:7%-9%M、1%-3%RE, 40%-V44%Si,球化剂加入量1.4%-1.7%(与原铁液中含硫量有关)。采用堤坝式球化包,球化包凹坑中加入球化剂后,上盖一定量的孕育剂,然后再覆盖一层铸铁屑或薄钢板; 3、转包法 处理前将纯镁加入到转包体后部由一块石墨隔板形成的反应室内→定量加入铁液→转动包体进入处理状态→铁液经石墨隔板孔进入反应室进行球化反应→球化处理后将铁液倒出。转包法球化处理温度一般为T=1460-1520℃,反应时间约80s,镁的吸收率可高达60%-70%,石墨隔板寿命为300-350次; 转包法球化具有球化成本低,铁液纯净度好,允许原铁液含硫量高((S可放宽至0.2%),球化处理后残硫量低((S可低至0.005%-0.008%),处理过程中温降小(40-50℃)等优点。但要求每小时至少应处理5包以上。


显而易见,球墨铸铁管已经成为当下不可获取的材料之一,像城市供水、天然气运送这些工程,都离不开球墨铸铁管,在实际运用中,为了提高球墨铸铁管的防腐性,会进行一系列的措施,下面可以随球墨铸铁管厂家来简单了解下! 一方面,会对球墨铸铁管进行镀锌,这样可以延长产品的使用寿命,不仅能够在损伤处,对维护层进行主动修补,以坚持维护层的完好,并且锌离子经过密封毛孔,迁移到损伤处添补创伤,可以转成为安稳的不行溶解的喷化物。 当然,除了对球墨铸铁管镀锌以外,对其的防腐处理方式还有很多,像进行沥青漆涂层、环氧煤沥青涂层等等,效果都是可以的,不同场合下的球墨铸铁管,防腐处理方式也是不一样的,像上面提到的沥青漆涂层,主要是针对用来运送燃气的管道的。 我们大家都知道,输送水方面,球墨铸铁管的作用是不容忽视的,像用于南水北调工程运用中的球墨铸铁管,作用何其之大!那么在输送水的过程中,会有一些不可避免的出现漏水的情况,下面小编带大家作下简单了解,一起来学习下吧! 首先要对球墨铸铁管在球化后的贴水中镁的含量,进行严格的控制,镁的含量要适中,不可过多或者过少。另外,在输水的过程中,要尽量减少氧化物的夹渣物质,如果在对球墨铸铁管的管件进行浇筑后,有存在渣块的情况,一方面要加快涂覆工作,同时也要注意涂覆尽量均匀。 另外,在进行球墨铸铁管的生产时,要对稀土的用量进行严格的控制,这样可以对稀土中的夹渣物质进行有效地控制。同时还要注意管模粉用量的正确添加,也可以对浇筑铁水中的不熔金属合金,大范围的减少。 球墨铸铁管配件



影响球墨铸铁管配件生产的7大因素: (1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。 (2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。 (3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。 (4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。 (5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。 (6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。 (7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。



专业销售 甘肃临夏dn300球墨铸铁管。
鑫福兴管业有限公司
将继续秉持“追求卓越,永续经营”的经营理念,立足市场,挑战自我,服务客户,坚定不移地做中国的不锈钢材料供应商。
经营宗旨:的品质和服务创造企业品牌。
经营理念:以人为本,开拓创新,持续改进,追求卓越。
质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。
环境方针:遵守法规,减废防污,持续改进,绿色环保。
公司理念:诚信经营贴心的服务诚心的交流,顾客满意是企业永恒的追求


球墨铸铁管配件水压试验:进行水压实验应统一指挥,明确分工,对后背、支墩、接口、排气阀等都应规定专人负责检查,并明确规定发现问题时的联络信号。 管道接口完成后,用短管甲、短管乙及盲板将试压管段两端及三通处封闭,试压管段除接口外填土至管顶以上并夯实。做好后背及闸门、三通等管件加固。由低点进水,高点排气,注满水后浸泡数小时后,在试验压力下降压不大于0.05Mpa时,为合格。 水压实验应逐步升压,每次升压以0.2Mpa为宜,每次升压以后,稳压检查没有问题时再继续升压。 冬季进行水压时应采取防冻措施。可将管道回填土适当加高,用多层草帘将暴露的接口包严;对串水及试压临时管线缠包保温,不用水时及时放空。 球墨铸铁是20世纪50年代发展起来的新型材料。离心球墨铸管是将经过球化处理的铁水通过离心浇铸工艺制作成的铸铁管。 球化处理的奇迹经过是这样发生的:铁水在浇铸前加入镁或稀土镁球化剂,然后片状石墨变成球状石墨,片状石墨的问题在于它对铁的基体产生“割裂”作用,从而带来难以避免的脆裂,而球状石墨则了由于片状石墨造成的应力集中现象。因而可避免割裂,减轻破坏,大大增加了铁基体的坚韧程度。因此,离心球墨铸管具有高强度(是灰铸铁管强度的3倍),高延伸率(灰铸铁管延伸率为零,而球墨铸铁管的延伸率≥10%),抗腐蚀(比钢管提高30倍),抗地震的优异性能。 阀门材质,由于灰铸铁管材逐渐不使用,阀体材质应以球墨铸铁为主,并注明牌号及铸件实际的物理化学检测数据。

