




精密钢管精密管不只是质量好产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:精密钢管精密管不只是质量好的图文介绍
通圆钢管制造有限公司是一个年轻的企业,但是我们是充满活力、积j i进取、目标高远的企业;以科技创新为基础,以品质经营为根,以优质服务为本;致力打造实用,美观、价优为一体的 新疆伊犁精密管厂家。


将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到 Ra0.1 μ m 。在塑料模具加工中所说的抛光与其他行业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。它不仅对抛光本身有很高的要求并且对表面平整度、光滑度以及几何度也有很高的标准。表面抛光一般只要求获得光亮的表面即可。镜面加工的标准分为四级: AO=Ra0.008 μ m , A1=Ra0.016 μ m , A3=Ra0.032 μ m , A4=Ra0.063 μ m ,由于电解抛光、流体抛光等方法很难控制零件的几何度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以精密模具的镜面加工还是以机械抛光为主。



20#、45#、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



按生产方式方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,
热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径(减径)机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



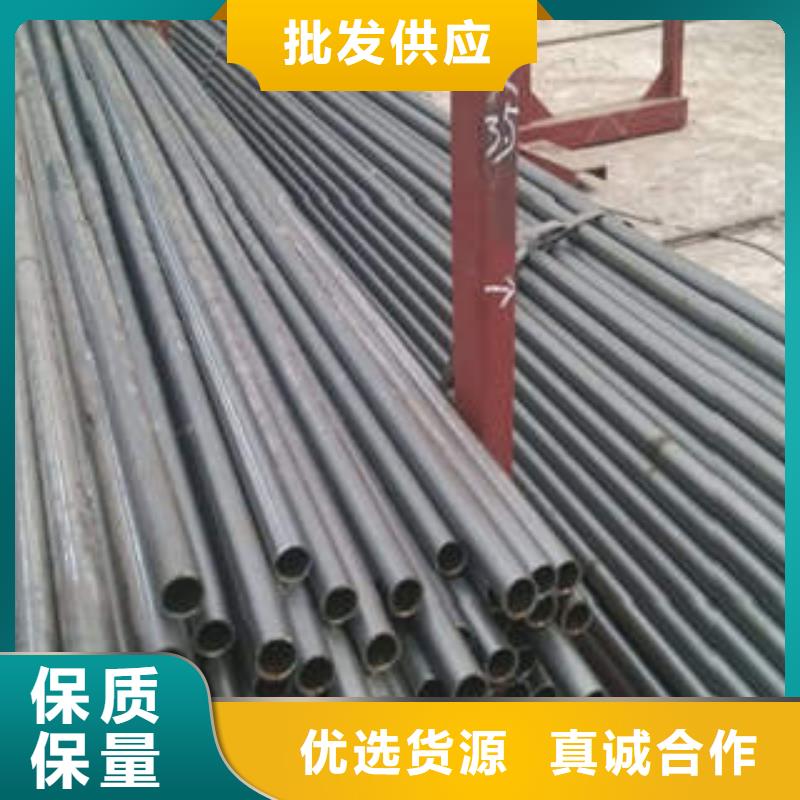
壁厚在(1mm-12mm)其实还可以分为:小口径厚壁无缝管、小口径薄壁无缝管。
无缝钢管的规格通常用外径*壁厚(单位:mm)表示。无缝钢管按生产方法可分为热轧无缝钢管和冷轧(拨)无缝钢管两大类。热轧无缝钢管分一般钢管,低中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括精密钢管、碳素薄壁钢管、合金薄壁钢管、不锈钢薄壁钢管、异型钢管等。