


别再错过任何细节!花费一分钟观看复合耐磨钢板NM450耐磨板不断创新产品视频,让您的购买决策更加明智。
以下是:复合耐磨钢板NM450耐磨板不断创新的图文介绍


导向板正常工作时的工作类型为轻载低速,其润滑主要是通过润滑装置中流出的液压油为其接触面进行润滑,但是润滑为边界润滑甚至干摩擦;同时由于工作环境的影响,导致其摩擦过程中有大量的磨粒存在于接触界面间;同时导向板材料的硬度与钻架主体材料的硬度相差很大,后者为前者的1.7倍。通过对钻箱的运动分析,看到导向板工作时受力不均匀,在竖直方向上,导向板从中部到下边缘的载荷从零均匀增加到大值r1,这是导致导向板失效的重要原因之一;同时经过分析其磨损表面出现的磨粒磨损是导致导向板失效的另一个重要原因。根据以上的分析发现影响现在钻架寿命的主要原因是导向板的材料,现有导向板材料的太低,建议更换现有导向板的材料,从而延长钻架的工作寿命,同时提高整机的开机时间,加快巷道的锚杆支护速度。复合耐磨钢板



【多麦金属】高锰耐磨耐候钢板生产厂家始终秉承“责任、诚信、创新、共赢”的核心价值观,遵循“优质、准点、、文明、”的方针,本着“始于用户需求、高于用户期望”的服务理念,为用户提供的 安徽滁州堆焊耐磨板和服务,帮助用户和员工实现价值的同时,积j i回报社会,追求企业与环境和谐持续发展,助推 安徽滁州堆焊耐磨板行业发展,履行一个企业的社会责任。


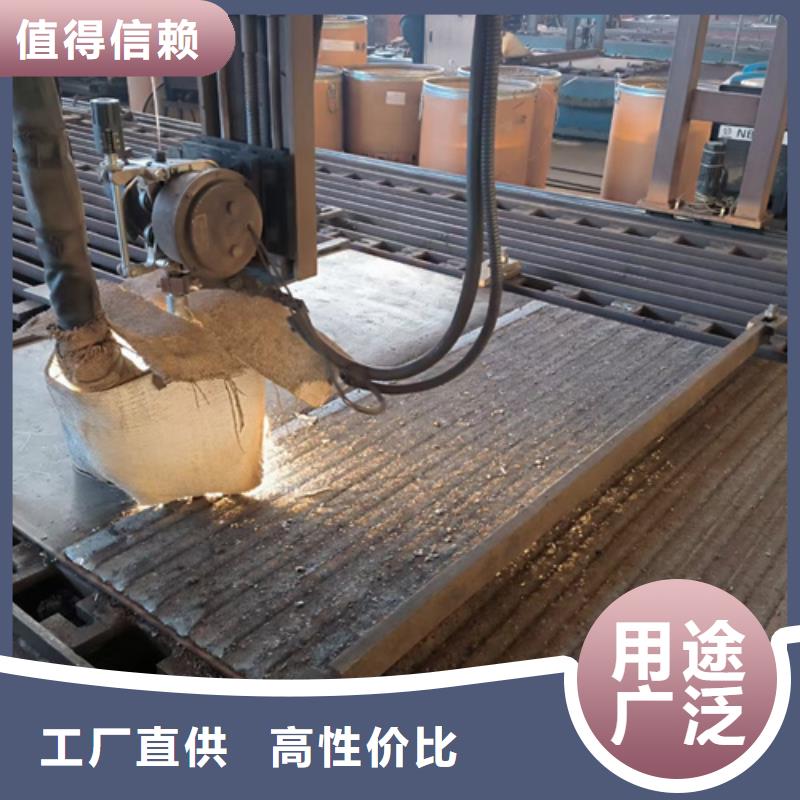
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、安徽滁州送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



当管道内运送磨削性大的介质时,都存在一个弯头部位磨损快的题目,分外是弯管磨损 快。当管道内运送具有猛烈腐化的气体、安徽滁州同城液体或固体时,存在管道被腐化而很快粉碎的题目。当管道内运送具有较高温度的介质时,存在着利用耐热钢管代价非常昂贵的题目。在弯头上市后,这些题目均解决。管道弯头遍及用于磨损严峻的矿山充填料、安徽滁州同城矿粉和尾矿输送,燃煤火电厂送粉、安徽滁州同城除渣、安徽滁州同城输灰等管道也非常符合。管道是运送猛烈腐化的酸、安徽滁州同城碱、安徽滁州同城盐及磨蚀兼有的固体、安徽滁州同城液体运送的抱负管道。弯头在高温腐化、安徽滁州同城高温磨损或高温熔蚀的场所下利用非常宁静。复合耐磨钢板
