



联系我们

异形钢管冷拔异型管实力公司
更新时间:2025-01-17 11:00:15 浏览次数:7 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 278 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 鑫中冶 |
| 产地 | 山东 |
| 用途 | 机械加工,配套机件 |
| 销售范围 | 全国 |
| 联系方式 | 电话咨询 |




金海金属材料有限公司是集研发、生产、销售与服务为一体的综合性企业。主要有 广东云浮厚壁钢管厂家等。公司秉承“科技承载梦想,创新铸就未来”的理念,坚持“以口碑创品牌”的质控机制,不断生产优质产品。公司一贯坚持;质量优良,用户至上,贴心服务,信守合同的宗旨,凭借着高质量的产品,良好的信誉,用心的服务。公司自成立以来,不断致力于对各种材料的深入研究。从过去的石材、钢结构、不锈钢,到现在的铝合金及多种复合材料,一直引领着中国艺术景观桥梁的发展。
我们期待与您携手,共同为地区和社会的发展做出贡献,实现人与自然的协调发展。我们用毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧拓展推新,用拼搏与汗水续写辉煌,诚为业之基,信为商之魂!


异形钢管焊接特别注意的关键点:
(一)选用平特点电焊焊接开关电源,直流电电焊焊接时选用反性。应用一般的CO2悍机就可以焊接,但送丝轮的工作压力请稍调松。
(二)为避免异型管电焊焊接出气孔之出現,电焊焊接位置若有锈迹、油渍等尽量整洁。
(三)为使氩气非常好地维护电焊焊接溶池,和有利于焊接实际操作,钨轴线与电焊焊接处产品工件一般应维持80-85°角,添充焊条与异型管表层交角应尽量地小,一般为0°上下。
(四)异型管MIG焊接非常容易遭受风的影响,有时候轻风而造成出气孔,因此风力在0.5m/sec之上的地区,都理应采用抗风对策。
(五)干伸长短,一般的电焊焊接电流量为250A下列时约5毫米,250A之上时约20-25mm比较适合。
(六)电孤长短,不锈钢板异型管的MIG焊接,一般都会喷涌衔接的标准出来焊接,工作电压要调节到弦长在4-6毫米的水平。
(七)钨从汽体喷头突显的长短,以4-5毫米为宜,在角焊等遮掩能力差的地区是2-3毫米,在打槽深的地区是5-6毫米,喷头至工作中的间距一般不超过5毫米。
(八)连接内搭时,为避免******层焊缝的反面被氧化,反面也必须执行汽体维护。
(九)直流电时选用正性一般合适于6毫米下列的异型管电焊焊接,具备焊接成形美观大方,电焊焊接形变量小的特性维护汽体为氩气,纯净度为99.99%。当电焊焊接电流量为50-50A时,氩气总流量为8-0L/min,当电流量为50-250A时,氩气总流量为2-5L/min。



上乘的 广东云浮厚壁钢管厂家产品质量,可靠的售后服务,赢得了广大客户的一致好评。响誉全国, 广东云浮厚壁钢管厂家客户遍布全国各地的各个行业,无论是服务质量、技术水平、时间保证等深得企业及个人用户的广泛信赖。金海金属材料有限公司是一家朝气蓬勃的年青企业,本着务实、创新、学习的精神,愿与国内外同行竭诚合作,共谋发展!



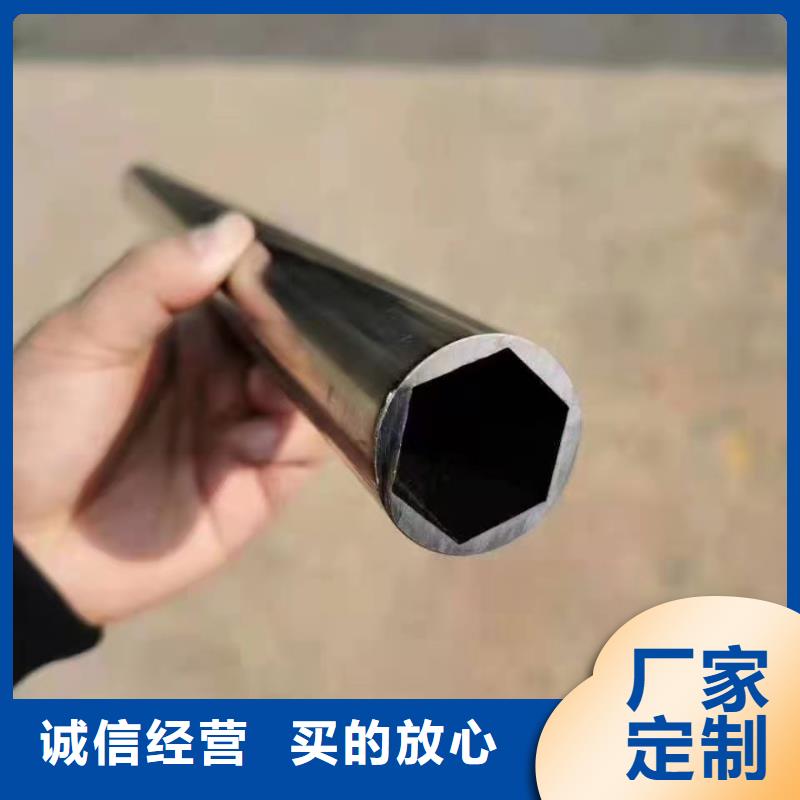
现货异形钢管 精密异型管20号 45号
异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。
异型管分,异型方管、矩异型管、异型焊管、螺旋焊管,规格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋钢管.螺旋钢管规格,219mm-2020mm,壁厚5mm-20mm.直缝规格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8 寸、102、108、127、133、139、159、168、177、194、219、273、325等规格异型管一般多是指方矩型钢管。
异型管分类
按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。
异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。下面主要介绍一下钢管异型管。
钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。
钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。
异型管使用范围
异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。


异形钢管生产过程中碰到的难题
下边大家给大伙儿汇总一下异型钢管生产制造生产过程中普遍八大难题,主要内容以下:
1、焊接缺点:
焊接缺点较比较严重,选用手工制作机械设备打磨抛光解决方式来填补,造成的打磨抛光印痕,导致表层不匀称,影响美观大方。只对焊接开展磷化处理,也导致表层不匀称
2、刮痕难去除:
总体磷化处理,也不可以将生产过程中造成的各种各样刮痕除掉,而且也不可以除去因为刮伤、电焊焊接溅出而黏附在异型钢管表层的碳素钢、溅出等残渣,造成在浸蚀物质存有的标准下产生化学腐蚀或电化学反应而锈蚀。
3、抛光处理钝化处理不匀称:
手工制作抛光处理后开展磷化处理解决,对总面积很大的产品工件,难以做到匀称一致解决实际效果,不可以得理想化的匀称表层。而且人工费用,辅材花费也较高。
5、酸洗钝化能力有限:
酸洗钝化膏并并不是全能的,对等离子切割机、数控火焰切割而产和灰黑色氧化皮,较难去除。
6、为要素导致的刮伤情况严重:
在起吊、运送和构造生产过程中,磕磕碰碰、拖拖拉拉、捶击等人为失误导致的刮伤情况严重,促使金属表面处理难度系数增加,并且也是解决后造成生锈的关键缘故。
7、机器设备要素:
在铝型材、板才卷弯、钣金折弯全过程中,导致的刮伤和皱褶也是解决后造成生锈的关键缘故。
8、别的要素:
异型钢管原料在购置、存储全过程中,因为起吊、运送全过程造成的磕磕碰碰和刮伤也情况严重,也是造成生锈的缘故之一。


