



想要真正了解工字钢镀锌方管优选货源产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:工字钢镀锌方管优选货源的图文介绍


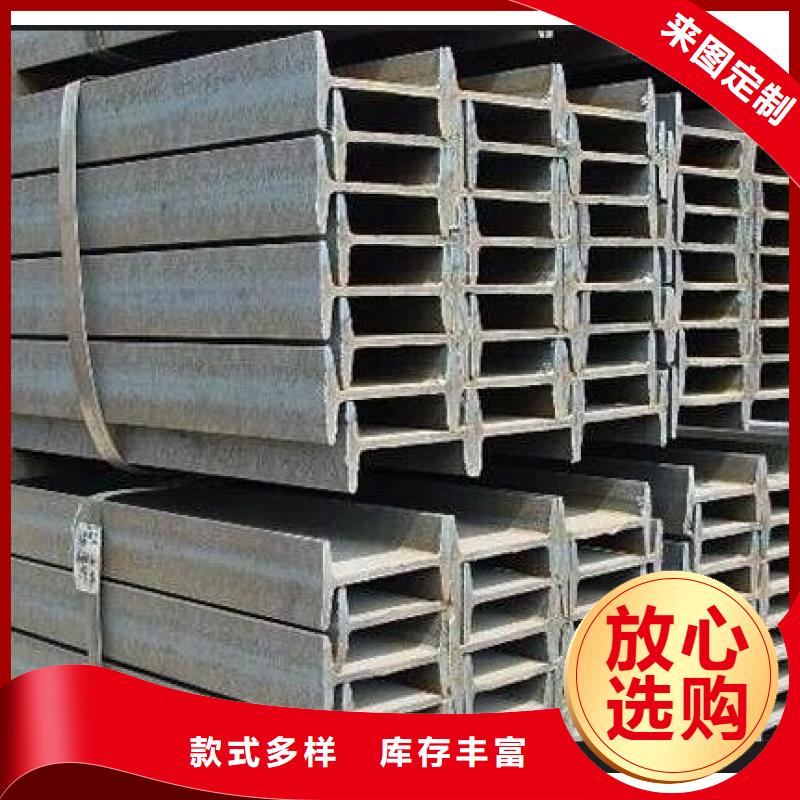
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm.再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。



阔恒兴旺国际贸易有限公司将继续坚持“质量至上、用户为先、信誉良好”的宗旨,以优惠的价格,优异的 广东佛山TU00无氧铜和完善的服务来满足广大用户的需求。依靠创新和优良的品质,出优异产品,创优异效益,与您共创美好灿烂的明天!

加热的目的是降低金属的变形抗力,提高金属的塑性,改善组织性能。型材轧制分为粗轧、中轧和精轧。粗轧的任务是将坯料轧成适用的雏形中间坯。在粗轧阶段,轧件温度较高,应该将不均匀变形尽可能放在粗轧孔型轧制的阶段。中轧的任务是使轧件迅速延伸,接近成品尺寸。精轧是为保证产品的尺寸精度,延伸量较小。成品孔和成前孔的延伸系数一般分别为1.1~1.2和1.2~1.3。现代化的型钢生产对轧制过程通常有以下要求:(1)一种规格的坯料在粗轧阶段轧成多种尺寸规格的中间坯。型钢的粗轧一般都是在两辊孔型中进行。如果型钢坯料全部使用连铸坯,从炼钢和连铸的生产组织来看,连铸坯的尺寸规格是愈少愈好,好是只要求一种规格。而型钢成品的尺寸规格却是愈多,企业开拓市场的能力就愈强。这就要求粗轧具有将一种坯料开成多种规格坯料的能力。粗轧既可以对异型坯进行扩腰扩边轧制,也可以进行缩腰缩边轧制。其较典型的例子是用板坯轧制工字钢。


