



想要了解PE燃气管-HDPE农田喷灌管品质有保障产品的魅力?视频为你揭晓答案!
以下是:PE燃气管-HDPE农田喷灌管品质有保障的图文介绍


其制品的质量很难得到保证。为保证聚乙烯(PE)燃气输配系统的高质量及性,现修订GB15558.1标准,对聚乙烯产品及性能提出了更高要求,将对聚乙烯(PE)燃气输配系统的发展起到一定的促进作用。中国执行我国 标准,同时参考国际标准和欧盟标准,其它 执行的分别为区域标准或各自 标准,如日本标准、澳大利亚/新西兰标准、英国、德国标准等。表1为燃气管道系统产品的相关国际标准、欧盟标准与 标准的对照表。现修订的 标准GB15558.1-201X基于ISO4437(系列):2014制定,主要参考了第1和第2部分,达到国际先进水平。欧洲标准是2010年版的EN1555。关于燃气管件GB15558.2-2005标准基于ISO8085制定。
PE燃气管性能要求序性能要求试验参数1静液压强度(Hs)破坏时间≥100h20℃(环应力)PE80(9.0Mpa)PE100(12.4Mpa)破坏时间≥165h80℃(环应力)PE80(4.5Mpa)PE100(5.4Mpa)80℃(环应力)PE80(4.0Mpa)PE100(5.04Mpa)2断裂伸长率≥3503耐侯性(仅适用于非黑色管材)气候老化后,以下性能满足要求稳定性HS(65h/80℃)断裂伸长率E+D3.5GJ/m24耐裂纹扩展(RCP)b5全尺寸(FS)试验:dn≥250mm或S4试验适用于所有直径全尺寸试验的临界压力(Mpa)PC,FS≥1.5×MOPS4试验的临界压力PC,S4≥MOP/2.4-0.072℃6耐慢速裂纹增长en>5mm165h80℃,0.8Mpa(试验压力)c80℃,0.92MPa(试验压力)d7a热稳定性(氧化诱导期)>20min200℃8纵向回缩率≤3%110℃9熔体质量流动速率(MFR)加工前后MFR变化0.01Mpa,dn≥250mm的输配系统;
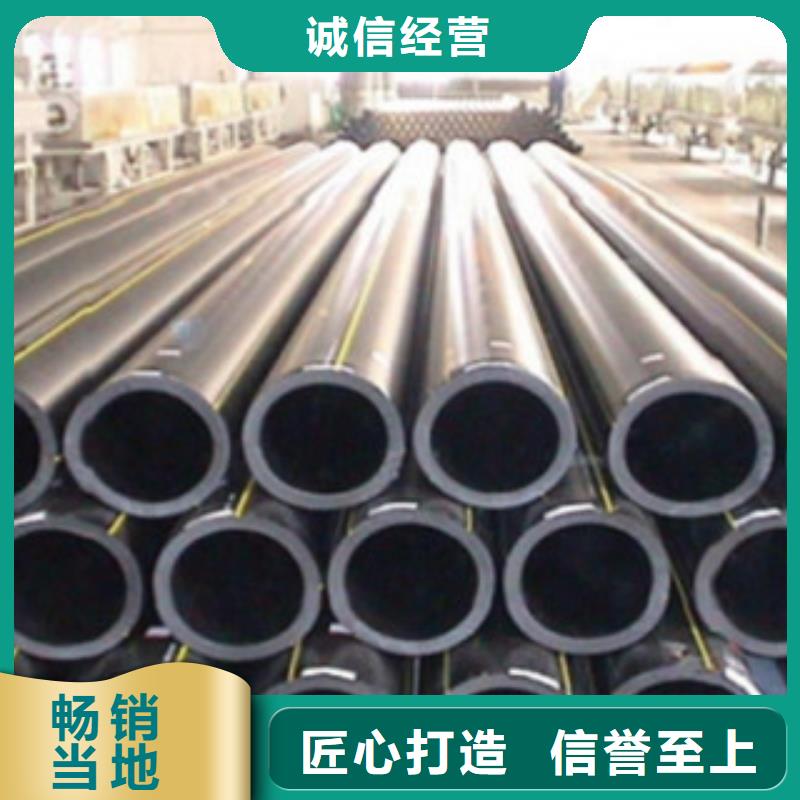
工作压力MOP>0.4Mpa,dn≥90mm的输配系统。PE燃气管采用燃气聚乙烯管道具有诸多卓越性能,应用于燃气输送领域。将彻底解决钢管、铸铁管的腐蚀和接头泄露问题,从而确保了燃气管网系统的运行。PE燃气管选用的PE材质为惰性材料可耐多种化学介质的侵蚀,管壁摩擦系数低,流阻小,输送能力强,采用电热熔连接,接口强度高于管材本体,高韧性PE断裂伸长率一般超过500%,PE燃气管具有很好的抗震性能,抗慢速裂纹增长(SCG)、快速裂纹扩展(RCP)能力和可挠性及抗刮痕能力。PE燃气管对管基不均匀沉降的适应能力非常强,耐磨性强,可采用多种非开挖方式,极大地方便于工作了施工和安装,系统造价低。维护费用少,可大幅降低工程成本。
PE燃气管性能要求序性能要求试验参数1静液压强度(Hs)破坏时间≥100h20℃(环应力)PE80(9.0Mpa)PE100(12.4Mpa)破坏时间≥165h80℃(环应力)PE80(4.5Mpa)PE100(5.4Mpa)80℃(环应力)PE80(4.0Mpa)PE100(5.04Mpa)2断裂伸长率≥3503耐侯性(仅适用于非黑色管材)气候老化后,以下性能满足要求稳定性HS(65h/80℃)断裂伸长率E+D3.5GJ/m24耐裂纹扩展(RCP)b5全尺寸(FS)试验:dn≥250mm或S4试验适用于所有直径全尺寸试验的临界压力(Mpa)PC,FS≥1.5×MOPS4试验的临界压力PC,S4≥MOP/2.4-0.072℃6耐慢速裂纹增长en>5mm165h80℃,0.8Mpa(试验压力)c80℃,0.92MPa(试验压力)d7a热稳定性(氧化诱导期)>20min200℃8纵向回缩率≤3%110℃9熔体质量流动速率(MFR)加工前后MFR变化0.01Mpa,dn≥250mm的输配系统;
工作压力MOP>0.4Mpa,dn≥90mm的输配系统。PE燃气管采用燃气聚乙烯管道具有诸多卓越性能,应用于燃气输送领域。将彻底解决钢管、铸铁管的腐蚀和接头泄露问题,从而确保了燃气管网系统的运行。PE燃气管选用的PE材质为惰性材料可耐多种化学介质的侵蚀,管壁摩擦系数低,流阻小,输送能力强,采用电热熔连接,接口强度高于管材本体,高韧性PE断裂伸长率一般超过500%,PE燃气管具有很好的抗震性能,抗慢速裂纹增长(SCG)、快速裂纹扩展(RCP)能力和可挠性及抗刮痕能力。PE燃气管对管基不均匀沉降的适应能力非常强,耐磨性强,可采用多种非开挖方式,极大地方便于工作了施工和安装,系统造价低。维护费用少,可大幅降低工程成本。



国际上把聚乙烯管的材料分为PEPEPEPEPE100五个等级,而用于PE燃气管和PE给水管的材料主要是PE80和PE100。随着PE系列管材的不断的发展, 标准局GB/T新标准中作了大量的修订,规定了给水管的不同级别PE80和PE100对应不同的压力强度,并且去掉旧标准中的拉伸强度性能,而增加了断裂伸长率。PE燃气管材是传统的钢铁管材、聚氯乙烯燃气的换代产品。PE燃气管必须承受一定的压力,通常要选用分子量大、机械性能较好的PE树脂。PE燃气管有良好的卫生性能,PE管加工时不添加重金属盐稳定剂,材质性,无结垢层,不滋生细菌,很好地解决了城市饮用水的二次污染。PE燃气管有着卓越的耐腐蚀性能:除少数强氧化剂外。
PE燃气管适宜用于输送天然气、人工煤气、液化石油气(气态)、天然气,焊接工艺简单,施工方便,工程综合造价低。下面为大家简单介绍一下PE燃气管的电熔连接规定:电熔连接PE燃气管的连接端应切割平整,连接端面与PE燃气管轴线垂直,PE燃气管和管件连接面上的污物应予以清理。PE燃气管的连接端应按照插入长度进行标记,对PE燃气管连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。PE燃气管插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。电熔连接的焊接参数应符合PE燃气管、管件生产厂家的要求。达到规定的自然冷却时间前,不应移走夹具,不应对接头处施加任何外力。
电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。a、不应有熔融材料从管件内流出;b、焊接完成后,观察孔达到生产厂家提出的要求;c、电熔管件中的电阻丝不应。电熔鞍型连接应符合以下规定。电熔鞍型连接前,PE燃气管连接区域上的污物应予以清理,并对其进行刮皮。管件和PE燃气管的连接区域宜使用合适的清洗剂进行清洁。应按照管件要求,使用合适的夹具,用适当的力将管件与PE燃气管固定。电熔连接的焊接参数应符合PE燃气管、管件生产厂家的要求。达到规定的冷却时间前,不应移走夹具,不应对接头处施加任何外力。电熔鞍型连接完成后,应进行外观检验。
PE燃气管适宜用于输送天然气、人工煤气、液化石油气(气态)、天然气,焊接工艺简单,施工方便,工程综合造价低。下面为大家简单介绍一下PE燃气管的电熔连接规定:电熔连接PE燃气管的连接端应切割平整,连接端面与PE燃气管轴线垂直,PE燃气管和管件连接面上的污物应予以清理。PE燃气管的连接端应按照插入长度进行标记,对PE燃气管连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。PE燃气管插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。电熔连接的焊接参数应符合PE燃气管、管件生产厂家的要求。达到规定的自然冷却时间前,不应移走夹具,不应对接头处施加任何外力。
电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。a、不应有熔融材料从管件内流出;b、焊接完成后,观察孔达到生产厂家提出的要求;c、电熔管件中的电阻丝不应。电熔鞍型连接应符合以下规定。电熔鞍型连接前,PE燃气管连接区域上的污物应予以清理,并对其进行刮皮。管件和PE燃气管的连接区域宜使用合适的清洗剂进行清洁。应按照管件要求,使用合适的夹具,用适当的力将管件与PE燃气管固定。电熔连接的焊接参数应符合PE燃气管、管件生产厂家的要求。达到规定的冷却时间前,不应移走夹具,不应对接头处施加任何外力。电熔鞍型连接完成后,应进行外观检验。


润星电力管材有限公司资质齐全、设备先进、技术力量雄厚,检测手段齐全、具有健全稳定的质保体系。长期从事 广东深圳玻璃钢电力管生产制造。是以设计、制造、安装为一体的现代新型企业,拥有先进的工艺设备和现代生产、办公条件,以及一支专业、诚信、创新、协作、进取的团队。我们的使命是成为z u i具创新的 广东深圳玻璃钢电力管企业,并在所服务的市场中成为备受推崇的供应商。重诺公司会自始至终保持 广东深圳玻璃钢电力管产品的高品质,并且不短推陈出新,为新老客户创造更高的价值。 以客户为中心,尽z u i大努力提供、专业化、个性化的服务,实现合作双赢。作为企业,必须聆听及了解客户的需求,继而超越客户的期望。




在PE燃气管管道的应用过程中,PE燃气管管道能否达到规定的长期使用寿命的一个关键因素就是铺设的质量。而PE管道具有多种独特性能使管道的铺设更加、快捷,同时正确的施工设计与安装规程将使管道的这些优越性能得到更大程度的发挥。下面我们就一起来简答的了解一下PE燃气管施工前应做的准备: 1.施工前应熟悉、掌握施工图; 2.准备好相应的施工机具; 3.对操作工人进行上岗培训,培训合格后方可进行施工; 4.按照标准对管材、管件进行验收。
目前PE管在中国管材市场稳步发展,并且应用领域较为广泛,燃气管是其中一个非常大的应用市场。中国的PE燃气管道建设工程发展越来越快,同时也对质量提出了更严格的要求。1PE燃气管焊接施工质量管理及控制的必要性和金属管道作比较,PE燃气管具有相对较好的优点,比如耐腐蚀性更强、寿命周期比较长、柔韧性比较佳、流通方面的能力更高以及在焊接方面的性能更佳等。当PE燃气管被应用在中低压管网,特别是DN250毫米以下的有关管网建设工程中时,相关综合建设所耗费用与传统钢管相比,相对较低。另外,PE燃气管具有更理想的经济性,所以在中国的内燃气行业的应用日益广泛。然而PE燃气管焊接施工是管焊建设中的较为关键的环节,对管焊工程的质量起到关键作用。
因此,必须保证PE燃气管焊接施工质量。PE燃气管材在连接施工中,通常有两种焊接方式,包括热熔对接焊接与电熔焊接。而跟钢管做比较,PE燃气管在连接时存在一些不足的地方,就是它的焊接接口在当前还缺乏科学有效的无损检测技术来对其合格性进行检验。因此,要确保其焊接接口的质量,则需要从两个方面来进行,一种是选择合格的焊接工艺,另一种是选择合格的焊接工具。而且在这个过程中,必须做好严格控制的工作,以保证PE燃气管的焊接接口质量。2PE燃气管的热熔对接焊接分析2.1焊接原理聚乙烯管道的热熔焊接是通过聚乙烯高分子在不同温度下的物理状态转换来实现的,所以说聚乙烯热熔焊接是一个物理变化过程。聚乙烯在不同条件下呈现三种不同的力学状态。
目前PE管在中国管材市场稳步发展,并且应用领域较为广泛,燃气管是其中一个非常大的应用市场。中国的PE燃气管道建设工程发展越来越快,同时也对质量提出了更严格的要求。1PE燃气管焊接施工质量管理及控制的必要性和金属管道作比较,PE燃气管具有相对较好的优点,比如耐腐蚀性更强、寿命周期比较长、柔韧性比较佳、流通方面的能力更高以及在焊接方面的性能更佳等。当PE燃气管被应用在中低压管网,特别是DN250毫米以下的有关管网建设工程中时,相关综合建设所耗费用与传统钢管相比,相对较低。另外,PE燃气管具有更理想的经济性,所以在中国的内燃气行业的应用日益广泛。然而PE燃气管焊接施工是管焊建设中的较为关键的环节,对管焊工程的质量起到关键作用。
因此,必须保证PE燃气管焊接施工质量。PE燃气管材在连接施工中,通常有两种焊接方式,包括热熔对接焊接与电熔焊接。而跟钢管做比较,PE燃气管在连接时存在一些不足的地方,就是它的焊接接口在当前还缺乏科学有效的无损检测技术来对其合格性进行检验。因此,要确保其焊接接口的质量,则需要从两个方面来进行,一种是选择合格的焊接工艺,另一种是选择合格的焊接工具。而且在这个过程中,必须做好严格控制的工作,以保证PE燃气管的焊接接口质量。2PE燃气管的热熔对接焊接分析2.1焊接原理聚乙烯管道的热熔焊接是通过聚乙烯高分子在不同温度下的物理状态转换来实现的,所以说聚乙烯热熔焊接是一个物理变化过程。聚乙烯在不同条件下呈现三种不同的力学状态。

