

我们的酸洗磷化无缝钢管轴承钢管多年厂家可靠产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:酸洗磷化无缝钢管轴承钢管多年厂家可靠的图文介绍


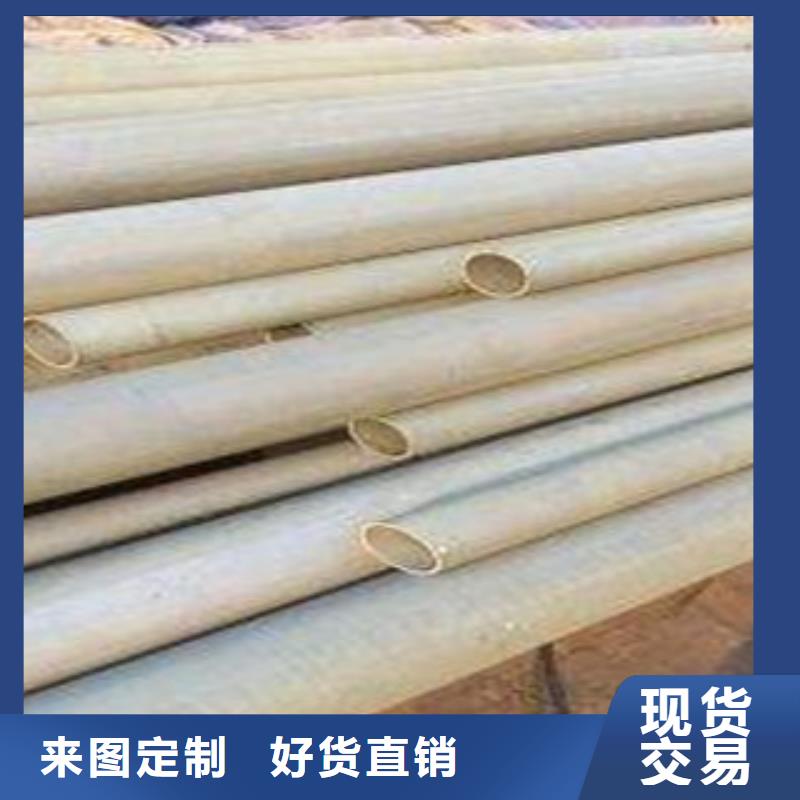
很多都是用化学的原理和运用电解的方式来除锈,对钢管进行酸洗钝化处理,但是要是用化学反应来祛除铁锈的话,那么工人们在清洗之前,要先穿戴到保护用品,避免身体受化学元素影响受伤,但是现在很多地方都不赞成用化学酸来清洗无缝钢管吗,因为虽然化学酸洗的去锈效果很好,但是化学酸也会对环境造成影响的,甚至是影响土壤质量,汇鑫源还要有计划的处理酸洗后的污水治理。酸洗也称化学清洗,是化学清洗技术中的一个重要分支。它是采用以酸(无机酸或有机酸)为主剂组成的酸洗剂对覆盖于金属材料、设备、管道等表面的氧化皮(也称轧制鳞皮)、铁锈、焊渣、表面防护涂层等,通过化学和电化学的反应,使其溶解、剥离。并随即进行表面钝化,使金属基体表面形成一层良好的防腐保护膜的一种表面处理技术 管路清洗完毕如果没有很快进入调试阶段, 必须在管路中及时铺油, 而且要在整个内壁上都形成一层油膜, 以免产生二次生锈。油洗之后, 调试之前必须再次对管路进行检查, 特别是在管路的拐弯处以及大的集流腔等容易积存油液的地方, 要打开管路进行检查, 放出残存的油液, 并用干净的油液再冲洗, 直到看不到杂质为止。a.酸洗、钝化工艺流程去油清理污物 酸洗 钝化 净水冲洗 检查 吹干



浩融金属制品厂有限公司为您提供详细的 广东韶关钢板产品报价、参数、图片等商品信息,如需进一步了解 广东韶关钢板,请与厂家直接联系。


酸洗钝化主要有碱洗、酸洗和钝化三个主要步骤
其中各个步骤的目的是:
1)碱洗是为了去除管道系统内壁的油脂
2)酸洗的目的是使用酸液腐蚀管道内壁,将管道内壁焊缝处的焊接热影响区洗除,经酸洗后的管道内壁已露出管道本身的原材,管道内表面固有的部分保护层已被去除,
3)管道的钝化正是在管道内壁形成致密的氧化铬钝化膜。
磷化的目的主要是:给基体金属供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用,磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝锌)件也可应用磷化。
其中各个步骤的目的是:
1)碱洗是为了去除管道系统内壁的油脂
2)酸洗的目的是使用酸液腐蚀管道内壁,将管道内壁焊缝处的焊接热影响区洗除,经酸洗后的管道内壁已露出管道本身的原材,管道内表面固有的部分保护层已被去除,
3)管道的钝化正是在管道内壁形成致密的氧化铬钝化膜。
磷化的目的主要是:给基体金属供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用,磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝锌)件也可应用磷化。



在磷化前处理工艺中,是否选用表面调整工序和选用那一种表调剂都是由工艺与磷化膜的要求来决定的。 一般原则是:涂漆前打底磷化、快速低温磷化需要表调。
如果工件在进入磷化槽时,已经二次生锈, 采用酸性表调,但酸性表调只适合于≥50℃的中温磷化。一般中温锌钙系磷化不表调也行。 磷化前预处理工艺是: 除油脂--水洗--酸洗--水洗--中和--表调--磷化 除油除锈\"二合一\"--水洗--中和--表调--磷化 除油脂--水洗--表调--磷化 中和一般就是0.2%~1.0%纯碱水溶液。在有些工艺中对重油脂工件,还增加预除油脂工序。