


【全新视界!】异型管低合金方管厂家支持加工定制产品视频,带你领略产品新风尚!
以下是:异型管低合金方管厂家支持加工定制的图文介绍


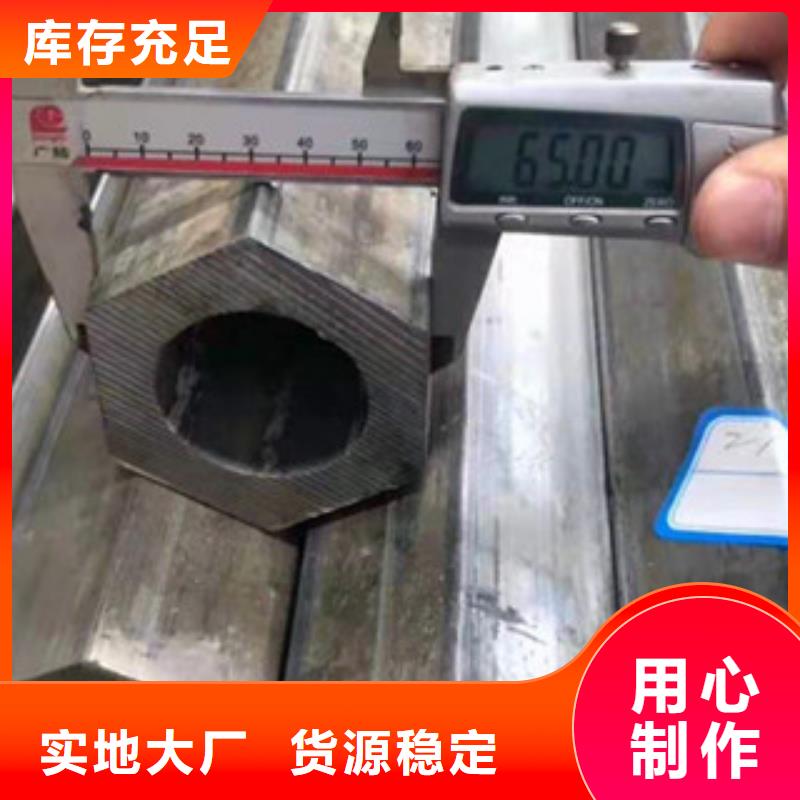
浅析固渣护炉的具体操作步骤:传统转炉主要的护炉方法以补炉、喷补及溅渣护炉为主。护炉成本较高,护炉效果不佳,无法确保转炉炉型的稳定运行,且每次补炉需要安排较长时间,影响转炉作业率,增加了生产组织的难度。同时溅渣护炉由于过程控制存在波动及阶段生产节奏紧张造成溅渣时间不足,护炉效果较差。而采取固渣护炉的方法可以节约静态护炉时间,有效保证静态护炉效果。还可以通过稳定转炉入炉条件,提高转炉终点控制及一次拉碳率,巩固过程护炉效果。而且通过确保良好的终渣状态溅渣护炉效果,大幅度降低转炉护炉成本及炉龄,提高转炉作业率。 异型管的固渣护炉具体操作步骤是:1.倒渣面固渣炉次终点控制按照w(C)≥0.07%,炉渣R为2.7-3.2、w(MgO)≥6%控制;2.固渣前大面炉次倒炉、出钢摇炉不得过低,尽量保持一定渣量,如终点w(C)<0.07%,适当减少留渣量;3.将炉体摇至与平台平面夹角约30-45°,缓慢加入1.0-1.5t铁块;4.直接摇至炉口低于平台平面夹角约20-30°,使铁块迅速均匀平铺后,将炉口摇到与平台夹角基本水平。 此过程中,我们要注意两个要点:(一)终点碳合适,渣量小,终渣粘。摇炉过程炉长注意观察异型管渣量,如炉渣黏度适宜,加入铁块摇炉后不溅渣,静置2-3min后先加废钢再兑铁。生产过程中优先保证溅渣护炉,利用生产间隙组织固渣护炉,在前后大面出现亏料时采取静态护炉措施。转炉前大面优先使用连续的固渣护炉,原则上不安排静态护炉时间,耳轴及炉冒位置主要采取溅渣护炉、后大面一般采取静态护炉,可实现炉型稳定控制。(二)终点碳低,渣量大,终渣稀。摇炉过程炉长注意观察炉内渣量及炉渣状态,如炉渣过稀,为了保证前大面固渣后平整,同时确保兑铁时不产生剧烈喷溅反应,应从炉口将稀渣倒出部分后摇到零位,采用低位溅渣,异型管溅渣时不得加入任何渣料,溅渣后再摇至炉口低于平台平面夹角约20-30°,使铁块迅速均匀平铺后,将炉口摇到与平台夹角基本水平,静置2-3min后先加废钢再兑铁。 浅析异型管冷热两种镀锌工艺;冷镀锌也叫电镀锌,是利用电解设备将管件经过除油、酸洗、后放入成分为锌盐的溶液中,并连接电解设备的负极,在异型管件的对面放置锌版,连接在电解设备的正极接通电源,利用电流从正极向负极的定向移动就会在管件上沉积一层锌,冷镀管件是先加工后镀锌。而热镀锌也叫热浸锌和热浸镀锌,是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。是将除锈后的钢件浸入500℃左右融化的锌液中,使异型管钢构件表面附着锌层,从而起到防腐的目的。 对于异型管生产来说,两种镀锌方式各有利弊,下面我们就做一个比较分析:(一)表面光滑度:冷镀锌异型管外表比热镀锌的更加光滑好看;(二)防腐蚀性:热镀锌是冷镀锌的几十倍,如果异型管放置于普通环境下,其热镀锌防锈层可保持50年以上而不必修补;(三)作业方式:热镀锌是在450-480度熔融的锌液中镀锌,而冷镀锌是在常温下通过电镀或者其他方法镀锌。(四)镀锌层厚度:热镀锌厚度远远大于冷镀锌,并且镀锌层会形成一种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤;(五)附着力:冷镀锌附着力不如热镀锌。热镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此异型管镀层持久性更加可靠;(六)成本费用:热镀锌价格远高于冷镀锌,但是热镀锌防锈的费用又比其他漆料涂层的费用低;(七)镀锌位置:冷镀锌可以只镀一面,热镀锌必须内外全镀。也正是因为全镀所以即使在凹陷处、尖角及隐藏处都能受到保护;(八)环境保护:绝大多数冷镀锌异型管的溶剂和稀释剂内不含甲苯、类、卤代烃等毒性大的有机溶剂,所以对减少三废、降低能耗,提高环境保护的社会效益的作用更加明显。



在过去的几年合作中,万盛达钢铁有限公司由于 湖北宜昌大口径无缝方管供货及时,质量可靠,受到了各用户单位的一致好评。
未来我公司宗旨:以质量求生存,靠信誉求发展,诚信为本,创新为先,以质取胜。


异型管焊缝气孔的七点措施:焊缝气孔不但影响异型管的焊缝致密性,并且还会成为腐化的诱发点,降低焊缝强度和韧性。焊缝产生气孔的因素,主要包括焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及笼罩厚度,钢板的外貌质量以及钢板边板处置处罚,焊接工艺及异型管成型工艺等。 要异型管焊缝气孔的产生,我们建议采取以下措施:(一)焊剂厚度,焊剂的聚集厚度通常为25-45mm,焊剂颗粒度大、密度小时聚集厚度取大值,反之取小值。大电流、低焊速聚集厚度取大值,反之取小值。另外高温天气或周围湿度大时,使用的焊剂应烘干后再利用;(二)钢板板边处置,钢板板边应设置铁锈和毛刺扫除装置,以避免产生气孔的可能。扫除装置的位置好安置在铣边机和圆盘剪后,装置的布局是一边2个上下位置可调解间隙的自动钢丝轮,上下压紧板边;(三)减小次级磁场,为了避免磁偏吹的影响,应使工件上焊接电缆的毗连位置尽可能远离焊接终端,防止焊接电缆在异型管上发生次级磁场;(四)元素参与,焊接含有适量的CaF2和SiO2时,会反向吸取大量的H2,产生稳固性很高且不溶于液态金属的HF,从而可以防备氢气孔的形成;(五)成型工艺,当低落焊接速率或增大电流,从而使得焊缝熔池金属的结晶速率,以便于气体逸出,同时要是异型管带钢递送位置不稳固,应实时进行调解,杜绝通过微调前桥或后桥维持成型,造成气体逸出困难;(六)钢板外貌处置,为防止开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面排除装置;(七)焊缝形貌,异型管焊缝的成型系数过小,焊缝的形状窄而深,气体和混合物不容易浮出,易形成气孔和夹渣。通常焊缝成型系数控制在1.3-1.5,声测管取大值,薄壁取小值。 影响异型管脱磷的十点因素:脱磷的有利条件是高碱度、氧化性强和流动性良好的炉渣,以及较低的温度。而影响异型管脱磷的因素主要有以下十点:(一)增加炉渣中氧化铁含量,可加速石灰的渣化和改善熔渣的流动性,有利于脱磷反应;(二)当炉渣碱度较高和氧化铁含量较高时,都会使脱磷效果提高,但应指出炉渣碱度过高时,由于炉渣变稠,反而会使脱磷效果降低;(三)当炉渣中氧化铁含量过多时,由于其对炉渣的“稀释”作用,也会使脱磷效果降低;(四)钢液中有较多的磷进入炉渣中,随着炉温升高,磷的分配比降低,即会发生反磷现象;(五)炉温过低,不利于石灰的渣化,并影响熔渣流动性,也阻碍脱磷反应的进行;(六)当控制钢液温度在1550-1580℃,炉渣碱度R=3左右,其流动性良好时,磷的分配比高,脱磷效果显著;(七)若原料中磷含量高,好是采用炉外脱磷处理;也可采用双渣操作,或适当的加大渣量;(八)当前采用溅渣护炉技术,炉渣中MgO含量较高,要注意调整好熔渣流动性,否则对异型管脱磷也有影响;(九)脱磷是钢-渣界面反应,因此具有良好流动性的熔渣,进行充分的熔池搅动,会加速脱磷反应,提高脱磷效率。(十)为了保证异型管钢液的含磷量不超过规格要求,应将氧化期末含磷量作为扒除氧化渣开始还原的条件之一。一般规定,钢液含磷量低一半以上,才可以扒除氧化渣进行还原。 圆变方异型管焊接工艺;控制焊接变形此矩形管由于其外形属于细长杆类,因此焊接变形极难控制。焊接的主要变形有挠曲(正弯)、侧弯、角变形及扭曲变形等。对于此矩形管而言,主要的变形是横向收缩,使矩形断面尺寸受到影响,每边需缩进预留间隙90%左右;焊缝横向收缩后,竖板两端向内弯曲,使构件形成腰鼓状;由于焊缝断面大,输入热量多,必然引起较大的纵向收缩,使构件在长度方向形成挠曲变形;对因不合理焊接造成的扭曲变形,矫正十分困难,有时不得不割开重焊或整件报废。 从焊接变形理论可知,影响焊接变形大小的主要因素是:焊缝尺寸越大,熔敷金属越多,变形越大;焊缝尺寸相等时,焊缝热输入越大,造成的变形也越大;焊接大长焊缝时,分段比直通焊变形要小。 无缝异型管常见缺陷的检测方法:无缝异型管制造过程中偶尔会遇到缺陷问题,如果是在表面,用视觉就能检测到,但是如果问题出在里面又该怎么办呢?常用的检测方法一般来说有磁粉检测或渗透检测两种。磁粉检测或渗透检测可有效的发现异型管表面裂纹、折叠、重皮、发纹、针孔等表面缺陷。对于铁磁性材料、应优先采用磁粉检测法,因其具有较高的检测灵敏度;对于非铁磁性材料,如不锈钢异型管,则采用渗透检测法。当两端预留切除余量较少时,由于检测装置的结构原因,两端头有时得不到有效的检测,而异型管端头是有可能存在裂纹或其他缺陷的部位。如果端头存在有潜在的裂纹倾向,安装时的焊接热影响也有可能使潜在的裂纹扩展。因此,也应注意对焊后异型管一定区域的检测,及时发现钢管端头缺陷的扩展。对在线使用奥氏体异型管,当绝热层损坏或可能有雨水渗进的部位,应注意进行渗透检测,以发现应力腐蚀裂纹或点蚀等缺陷。但磁粉或渗透检测只能对异型管外表面进行检测,对内表面的缺陷则无能为力。对异型管内表面的检测,特别是裂纹类缺陷的检测,必须通过超声波检测来进行。



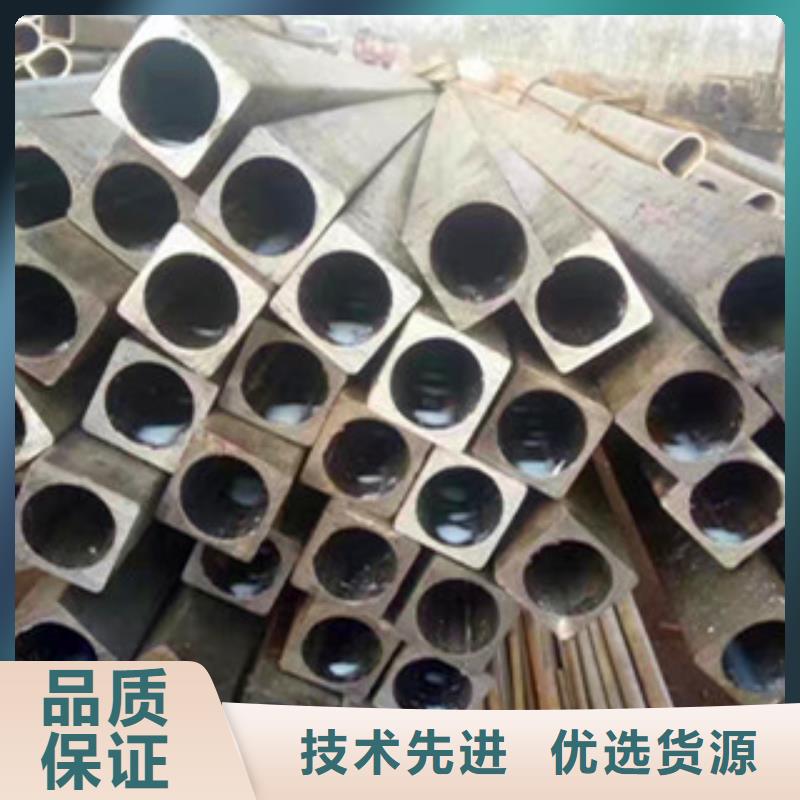
矩形钢管是一种中空的长条型钢材,又称为扁管、方扁管尚有扁方管。端详矩形钢管纵作输送流体的管道,比方石油、煤气、水、天然气等流体。其他在抗弯以及抗扭的强度无别的状况下,矩形钢管的重量比较轻,是以也被广泛地行使于建筑呆滞零件还有工程的布局中,常常会被用作出产各样常例的军械、管以及等产品。 # 异型无缝钢管主要用于建筑装饰(如栏杆、扶手)、蔬菜大棚、高速公路及城市护拦、卫生洁具、健身器材、家具家私帐篷、散热器、摩托车自行车配件、灯具、汽车、火车座椅扶手、学生课桌椅及机械配件等。供应机械加工用外六角内圆异型钢管,精密冷拔六角管。供应机械加工用外六角内圆异型钢管,精密冷拔六角管。供应机械加工用外六角内圆异型钢管,精密冷拔六角管。供应机械加工用外六角内圆异型钢管,精密冷拔六角管。 # 异型无缝钢管按照生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管,热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。 # 承载力高、延性好,抗震性能优越,据研究表明,矩形钢管混凝土柱的承载力高于相应的钢管柱承载力和矩形钢管混凝土柱承载力之和。钢管和矩形钢管混凝土之间的相互作用使钢管内部矩形钢管混凝土的破坏由脆性破坏转变为塑性破坏,构件的延性性能明显改善,耗能能力大大提高,具有优越的抗震性能。


