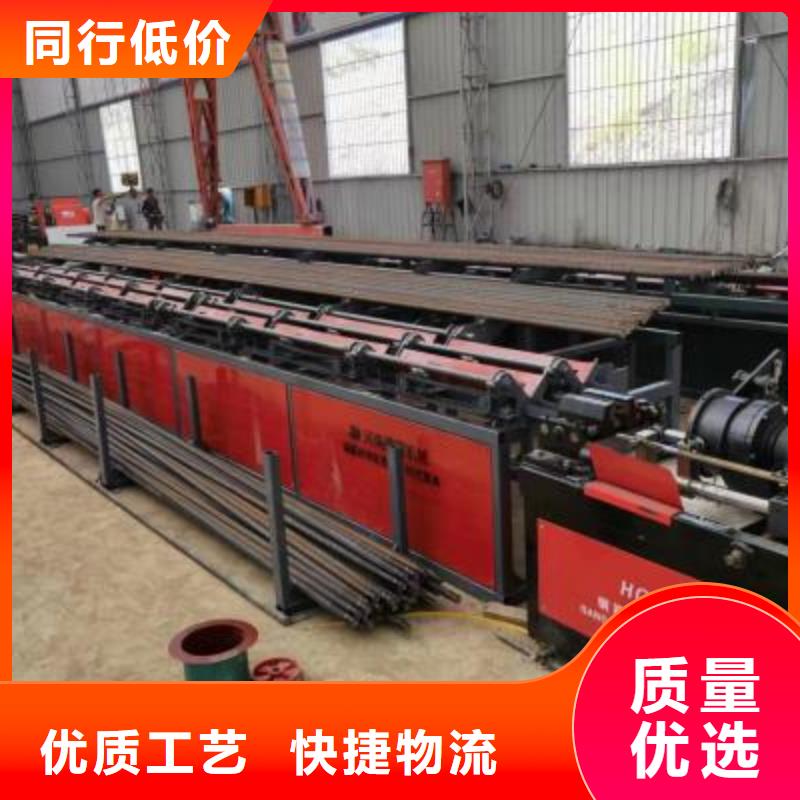




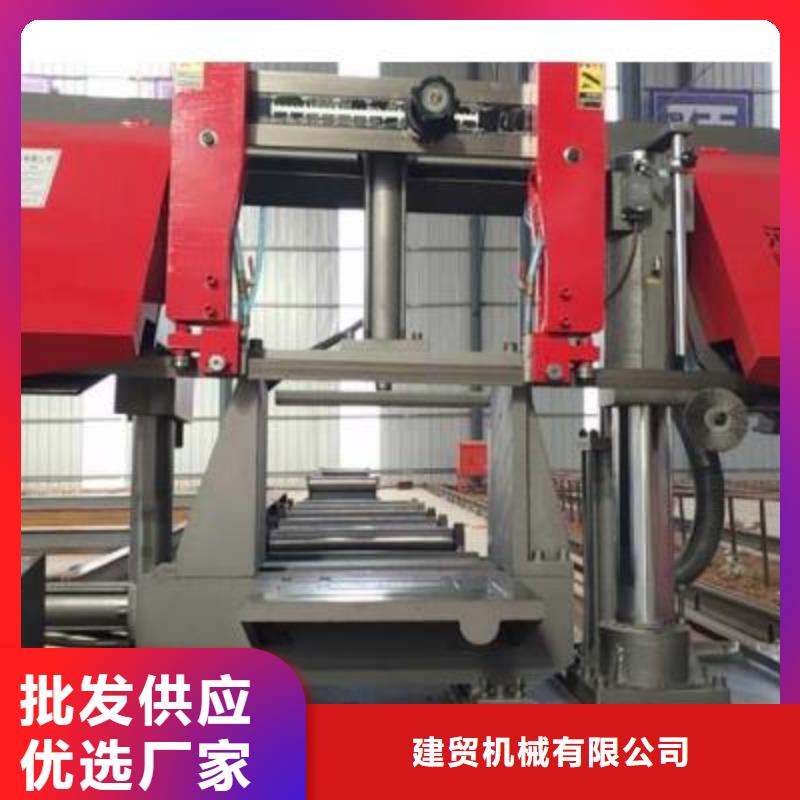
以下是数控钢筋锯切生产线售后完善的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:数控钢筋锯切生产线售后完善的图文介绍

建贸机械 有限公司经销批发 湖北黄石镦粗机生产厂家,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。本公司经销的[关品种齐全、价格合理。建贸机械 有限公司实力雄厚,重信用、守合同、确保产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。


如何让您使用的带锯床更稳定,使用寿命更长,请做到以下几点:
在带锯床杰出光滑的基础上,锯床日常耗油量定额和定量换液压油,做好废油收回退库作业,留意设备是不是有漏油现象,避免浪费。
依照光滑卡片规则的时刻规则对锯床变速箱加油、添油和清油,对储量大的油,应按规则时刻抽样化验,视液压油质情况断定清洗换油,循环过滤及抽验周期。
按带锯床光滑图表上的规则,对设备日常加油、添油和清洗换油的分工是保证设备正常运用的要点。



,液压油夹油缸左边,右边液压油回油箱,左钳向工件。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
杜绝采取加深钻孔深度的代替清孔。钢筋笼要对中。首浇砼量的问题。首浇砼埋管深度不得小于~m。埋管深度不管灌注如何顺利,好不超过m,多放宽至m。砼灌注标高控制到设计标高m以上。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
杜绝采取加深钻孔深度的代替清孔。钢筋笼要对中。首浇砼量的问题。首浇砼埋管深度不得小于~m。埋管深度不管灌注如何顺利,好不超过m,多放宽至m。砼灌注标高控制到设计标高m以上。


打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
