



以下的201不锈钢复合管详细参数视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:201不锈钢复合管详细参数的图文介绍
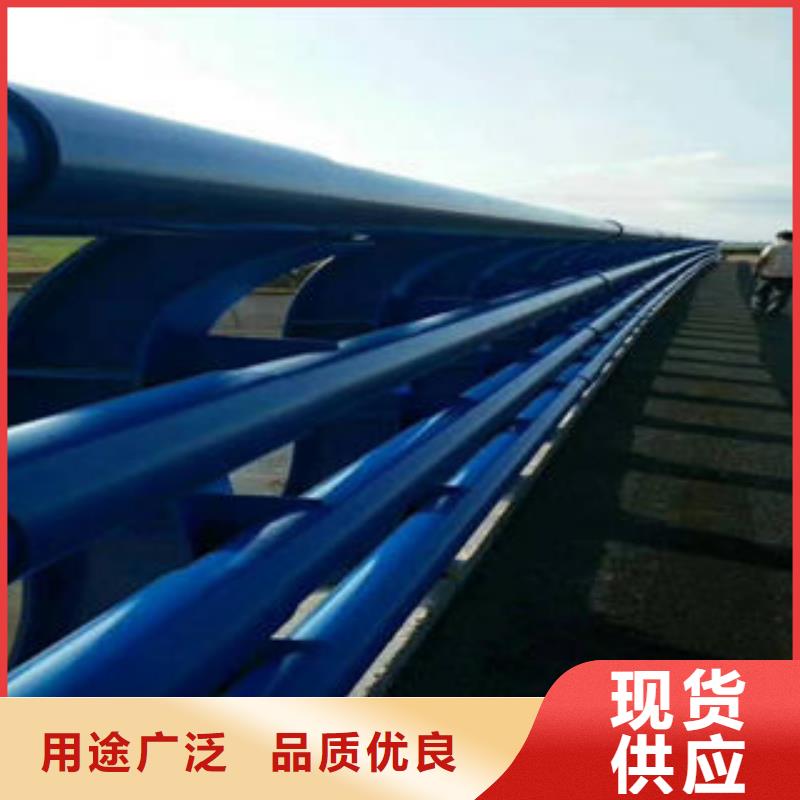
产品特点图

在栏板和栏杆顶面,划出扶手直线段与弯头、折弯段的起点和终点的位置。弯头配制: 按栏板或栏杆顶面的斜度,配好起步弯头,般木扶手,可用扶手料割配弯头,采用割角对缝粘接,在断块割配区段内少要考虑三个螺钉与支承固定件连接固定:大于7Omm 断面的扶手接头配制时,除粘结外,还应在下面作暗禅或用铁件铆固。整体弯头制作:先做足尺大样的样板,并与现场划线核对后,在弯头料上按样板划线,制成雏型 毛料(毛料尺寸一般大于设计尺寸约10mm )。
按划线位置预装,与纵向直线扶手端头粘结,制作的弯头下面刻槽,与栏杆扁钢或固定件紧贴结合。 连接顶装:顶制木扶手须经顶装,顶装木扶手由下往上进行,先顶装起步今头及连接跑扶手的折弯弯头,再配上下折弯之间的直线扶手料,进行分段预装粘结,粘结时操作环境温度不得低于5 ℃ 。固定:分段预装检查无误,进行扶手与栏杆(栏板)上固定件,用木螺丝拧紧固定,固定间距控制在4O0mm 以内,操作时应在固定点处,先将扶手料钻孔,丙将木螺丝拧入,不得用睡子直接打入,螺帽达到平正。整修:扶手折弯处如有不平顺,应用细木锉锉平,找顺磨光,使其折角线清晰,坡角合适,弯曲白然、断面一致,后用木砂纸打光。
技术要求:膨胀螺栓安装牢固,螺母锁紧。(M 10xl00 )或(M12xl50 ) ,不许有松动或未扭紧的情况。埋件要与众杜焊接牢固。焊接部位不得小于14,焊接部位杭拉强度不得小于500Kg;齐阳台护栏,整体外观美观,安装统一协调.上下齐阳台护栏、飘窗护栏、空调护栏安在同· 条轴线上,偏差不许大于10mm。栏杆与墙面、地面结合处打黑色耐候防水密封胶。
木制扶手· 般用硬杂木加工成规格成品,其树种、规格、尺寸、形状按设计要求。木材质量均应纹理顺直、颜色一致,不得有腐朽、节疤、裂缝、扭曲等缺陷;含水率不得大于12 %。弯头料· 般采用扶手料,以45度角断面相接,断面特殊的木扶手按设计要求备弯头料;木扶手应经过防腐水浸泡、烘干及防变形处理;木制品成型后,经过打磨、抛光表面涂刷木材环保专用漆,涂底漆二遍,中涂一遍,面漆二遍。木材边角坐面均要求细致打磨,倒5mm 圆角,表面光滑、无毛刺。长度大于3m 时应分开设置.
。
按划线位置预装,与纵向直线扶手端头粘结,制作的弯头下面刻槽,与栏杆扁钢或固定件紧贴结合。 连接顶装:顶制木扶手须经顶装,顶装木扶手由下往上进行,先顶装起步今头及连接跑扶手的折弯弯头,再配上下折弯之间的直线扶手料,进行分段预装粘结,粘结时操作环境温度不得低于5 ℃ 。固定:分段预装检查无误,进行扶手与栏杆(栏板)上固定件,用木螺丝拧紧固定,固定间距控制在4O0mm 以内,操作时应在固定点处,先将扶手料钻孔,丙将木螺丝拧入,不得用睡子直接打入,螺帽达到平正。整修:扶手折弯处如有不平顺,应用细木锉锉平,找顺磨光,使其折角线清晰,坡角合适,弯曲白然、断面一致,后用木砂纸打光。
技术要求:膨胀螺栓安装牢固,螺母锁紧。(M 10xl00 )或(M12xl50 ) ,不许有松动或未扭紧的情况。埋件要与众杜焊接牢固。焊接部位不得小于14,焊接部位杭拉强度不得小于500Kg;齐阳台护栏,整体外观美观,安装统一协调.上下齐阳台护栏、飘窗护栏、空调护栏安在同· 条轴线上,偏差不许大于10mm。栏杆与墙面、地面结合处打黑色耐候防水密封胶。
木制扶手· 般用硬杂木加工成规格成品,其树种、规格、尺寸、形状按设计要求。木材质量均应纹理顺直、颜色一致,不得有腐朽、节疤、裂缝、扭曲等缺陷;含水率不得大于12 %。弯头料· 般采用扶手料,以45度角断面相接,断面特殊的木扶手按设计要求备弯头料;木扶手应经过防腐水浸泡、烘干及防变形处理;木制品成型后,经过打磨、抛光表面涂刷木材环保专用漆,涂底漆二遍,中涂一遍,面漆二遍。木材边角坐面均要求细致打磨,倒5mm 圆角,表面光滑、无毛刺。长度大于3m 时应分开设置.
。

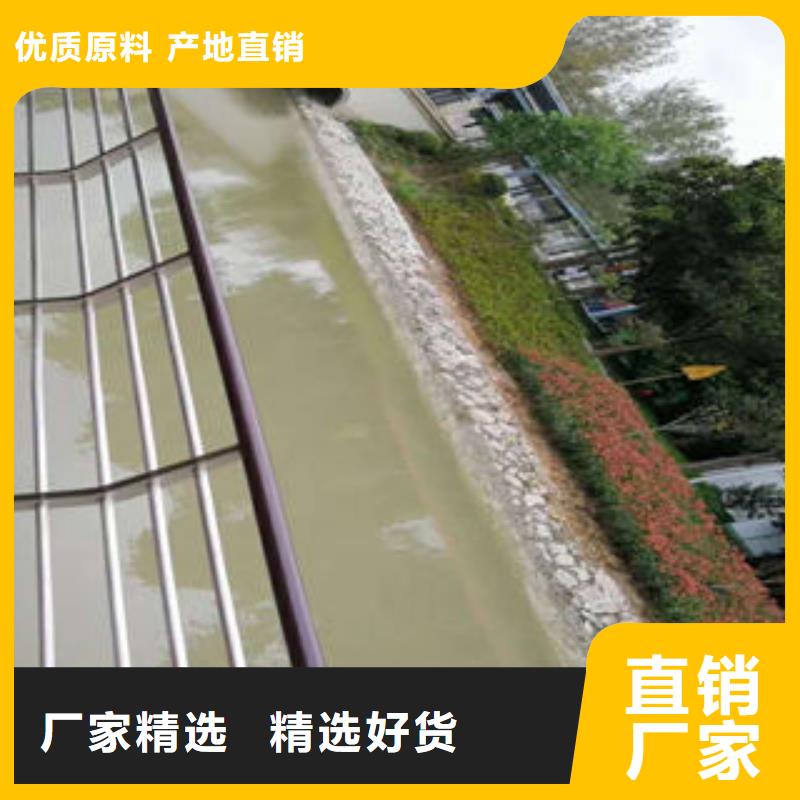
适用范围


鑫海达不锈钢复合管生产制造厂家有限公司为了更好地满足客户需求,严格控制采购、销售、仓储和运输四大过程。在质量方针“客户需求至上,环保,塑造 湖北黄冈不锈钢复合管楼梯扶手先锋,实现持续发展”的倡导下,我们借助于的运作、合理的价格、强大的配送设施,在 湖北黄冈不锈钢复合管楼梯扶手领域树立了良好的口碑,为广大用户搭建了集中采购、就近服务的资源讯息平台,并以厂方优惠价格,由用户休验品质,以提供服务为宗旨,坚持诚信、透明、公平、公正、合理的经营理念面向用户。



为什么选择我们

桥梁护栏形式的选择,首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。
为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。
任何程度的冷加工对会使材料的scc敏感性大增 冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。
为什么要对不锈钢焊管进行固溶处理在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
使焊接钢管组织和成分均匀一致,这对原料尤其重要,因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,
不进行固溶处理会出现以下具体情况。会导致材料晶格位错等观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。
任何程度的冷加工对会使材料的scc敏感性大增 冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。
