




我们的绕筋机不用-钢筋弯曲中心批发供应视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:绕筋机不用-钢筋弯曲中心批发供应的图文介绍

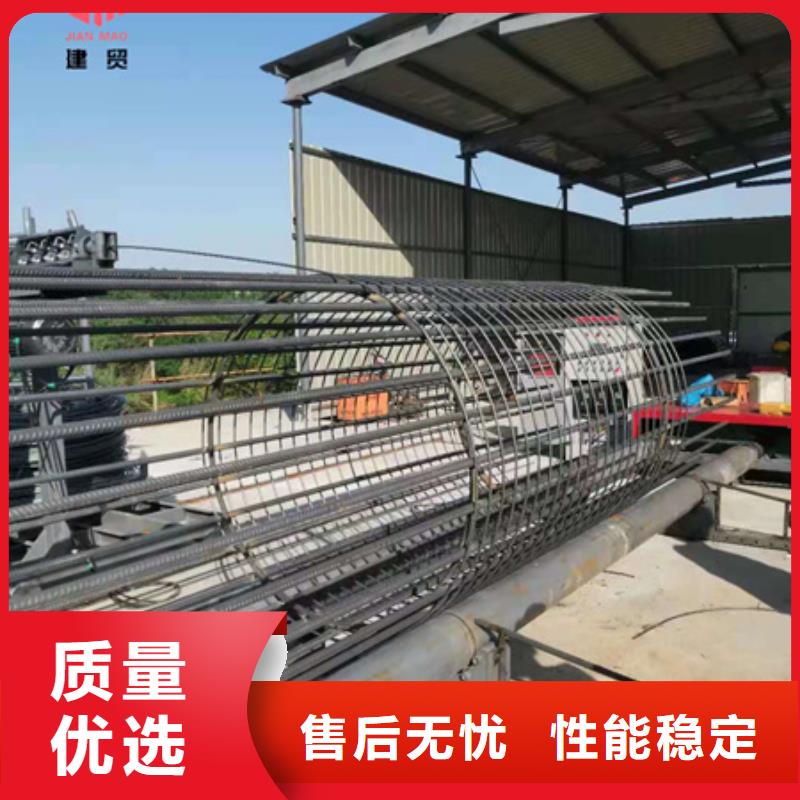
钢筋笼绕筋机产品半自动钢筋笼滚焊机按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1] 滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。
2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1] 滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。
2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。


备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。
若采用划线分度工艺,则不分旋转反向。绕筋机用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。



在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了。箍筋拉紧不需搭接,较之手工作业节省材料1.5%,节约了施工成本。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。机械化加工钢筋笼,在控制方面了保障。
绕筋机钢筋笼传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器和人工辅助完成,其余工序如主筋定位,螺旋筋安装、定位等都在人工操作下完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因主筋定位误差较大造成对接安装较困难。
1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人 就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。
2、加工质量稳定可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。
绕筋机钢筋笼传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器和人工辅助完成,其余工序如主筋定位,螺旋筋安装、定位等都在人工操作下完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因主筋定位误差较大造成对接安装较困难。
1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人 就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。
2、加工质量稳定可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。


建贸机械设备有限公司全体员工将开拓进取,争创,保质保量的完成每一个 广东汕尾钢筋弯曲中心产品,我们竭诚为广大客户朋友提供的广东汕尾 广东汕尾钢筋弯曲中心技术和服务,热切希望同各界朋友建立良好的合作关系,同心协力,共创美好未来!

