


想一睹花键管薄壁无缝钢管专业设计产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受花键管薄壁无缝钢管专业设计产品的独特之处!
以下是:花键管薄壁无缝钢管专业设计的图文介绍

随着我国 浙江舟山厚壁无缝钢管市场经济的发展,金帝钢管有限公司着力加强企业文化建设,提出了“双赢靠诚信”的经营理念,“立足创新、专注质量、诚信服务、真诚合作、共同发展”是我们始终如一的追求,为客户提供质优、、可靠的产品是我们永恒的方针,“审时慎思,明辨力行”打造优越的 浙江舟山厚壁无缝钢管。我们将不断超越自我,一如既往的为客户创造价值!


花键管所述下压驱动源的输出端向靠近所述子模的方向移动时,所述牵引绳带动所述导向柱沿所述导向柱的轴向靠近所述子模。 通过采用上述技术方案,下压驱动源驱使子模冲头冲压花键管的同时,牵引绳在下压驱动源的驱使下带动标记刀冲头挤压定位标记刀,定位标记刀在标记刀冲头的驱使下在花键管的外侧壁上加工定位标记,一个驱动源即可完成规格标记与定位标记的加工,节省了成本。 通过采用上述技术方案,使得牵引绳施加给导向柱的牵引力的方向与导向柱的轴线互相平行,提高了牵引力的利用率。 12.可选的,还包括调节所述固定件与所述标记刀冲头间距的调节组件,所述调节组件包括引导柱、内螺纹管、挡环、啮合齿、主动齿轮和调节驱动源,所述引导柱固定于所述固定件上,所述引导柱沿所述导向柱的轴向滑移连接于所述支撑板上,所述内螺纹管螺纹连接于所述导向柱远离所述标记刀冲头的一侧,所述内螺纹管穿设于所述固定件上且与所述固定件转动连接,所述挡环的数量为两个,两所述挡环分别固定于所述内螺纹管的两端,两所述挡环分别抵接与所述固定件的两侧,所述啮合齿设于一所述挡环的外周壁上,所述调节驱动源固定于所述固定件上,所述主动齿轮固定于所述调节驱动源的输出轴上,所述主动齿轮与所述啮合齿互相啮合。




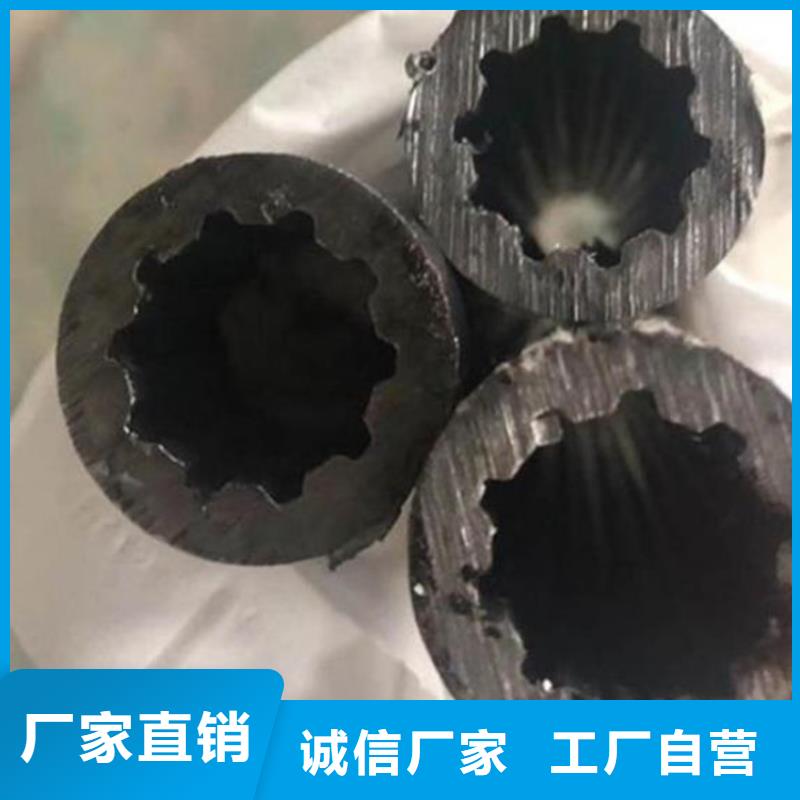
异形花键管退火技术条件:①普通灰铸铁以550℃为宜,超过550℃容易使部分渗碳体发生石墨化、颗粒化,导致异形花键精密无缝管强度、硬度下降。高合金灰铸铁温度可达650℃,低合金灰铸铁温度可达到600℃。其二,一般采用60~120℃/h的加热速度。 异形花键精密无缝管形状复杂,各部位差异大,宜慢热。③保暖时间一般选择在2~8小时。一般灰铸铁在550℃退火,保温2小时后,残余应力降到原来的60%,8小时后降到40%。④冷速一般控制在20~40℃/h,冷量不超过200~150℃即可烘干。注:铸造过程中,在未降至室温前,不得用水、雨、雪进行浸渍。异形花键精密无缝管生产完成后应放置平稳,小异形花键精密无缝管可堆叠。


