


联系我们

桥梁防撞护栏道路防撞护栏助您降低采购成本
更新时间:2024-11-08 15:27:25 浏览次数:12 公司名称:聊城 聚宜兴金属制品 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 22 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 材质 | 201、304、316、235、345 |
| 品牌 | 聚宜兴 |



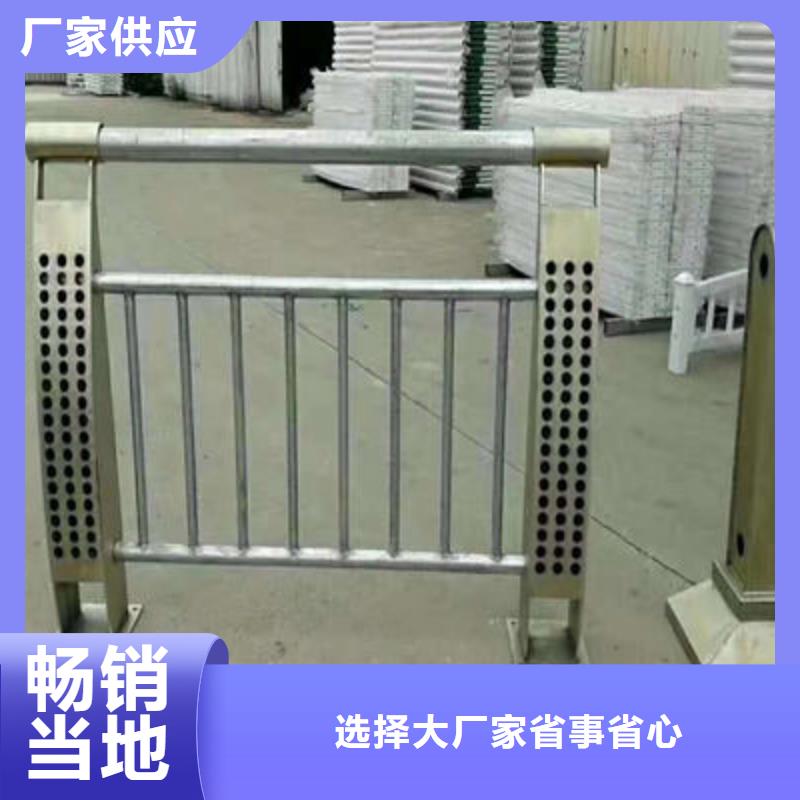



锌钢护栏生产技术资料锌钢护栏永不生锈,电泳涂料效法珐琅工艺统治成长远涂层,无论情况为何锌钢护栏都不会生锈.锌钢护栏美观牢固,价格公道,任用范围广,耐盐、耐雾、耐热、耐潮、耐酸碱等.
锌钢护栏的使用寿命为多长时间
环境保护是自我清洁.用于镀锌钢护栏的涤纶黑色粉末涂料,使护栏产品具有美好的自洁功能.本产物外观光洁,无污迹,雨水冲刷,水枪喷淋冲洗,明亮如新.锌钢护栏采纳阿克苏诺贝尔粉末涂料,色调鲜艳耐用,比霓虹灯还多,可任意搭配配合,满足用户对色彩设计的提出具体愿望或条件.
比年来,锌钢护栏作为受欢迎而卖得快产品,为什么会受到消费者的青睐?颜色丰富,能知足设计师在栏杆上的个性化需要,采纳技术部门检测的抗拆配件、抗拆配件、管道素材,各项衡量目标的单位或方法均越过标准;上面可实现光表面和亚光表面的两种手效应果实.
同样的色彩差异可以达到,给建筑更多的风格和感到.采纳固体粉末高温静电喷涂工艺.这种粉末的本能比液体涂层(含油漆)的性能结实得多,在恒久的阳光照射下不会褪色.



聚宜兴金属制品 有限公司一直坚持人才和 浙江金华防撞立柱产品并重的原则,吸纳了具有经验丰富的 浙江金华防撞立柱工程技术人员和专业管理人才,严管理、高技术、先进的 浙江金华防撞立柱生产设备及完善的检测手段 ,生产高品质的 浙江金华防撞立柱产品,提供优质的售后服务。


在搭建时,防护雕栏需要采纳扣件连接,丝扣链接,螺栓链接或许焊接和其他可靠的方式进行连接,必须要包管防护栏杆的可靠性和性,同时防护雕栏要采用另外方式进行牢固时,需要有单位的专科工程技能职员进行核算,通过后才可进行下一步的开工检测和使用。在立柱安设以前 应从头放线 以划定埋板位置与焊接立杆的准确性,如有误差 及时批改应保 证不锈钢立柱完全坐落在钢板上而且四周能够焊接,一种防备和保护的方式杆件焊接拼装完成后,对于无显著凹痕或凸出较原始的肉食龙的一属焊珠的焊缝,可径自举行抛光。对待有凹 凸残余或较原始的肉食龙的一属焊珠的焊缝则应有角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无显著的焊接痕。



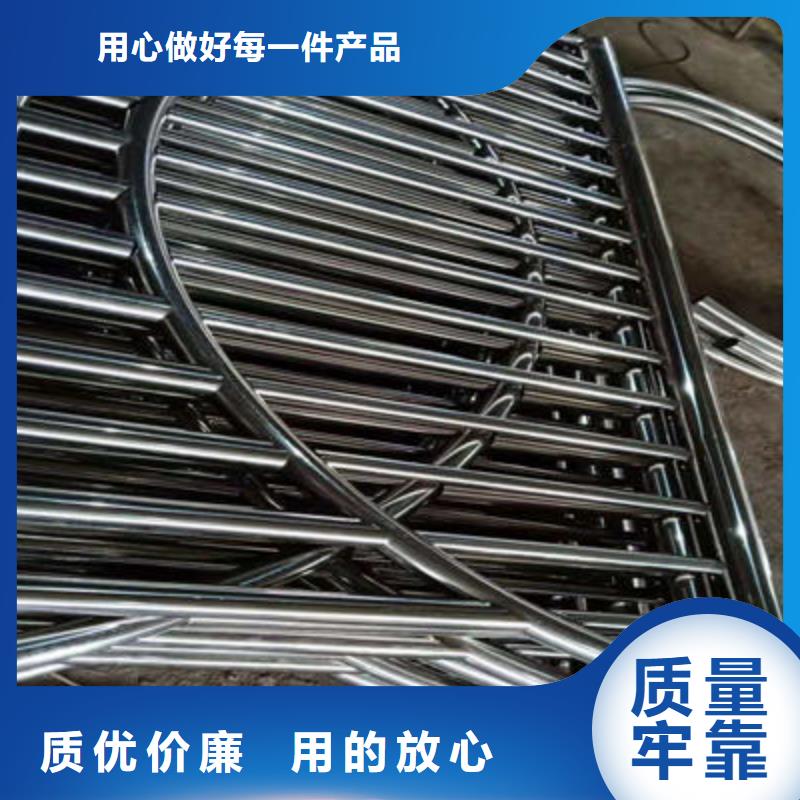
不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
不锈钢复合管复层的焊接
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
