联系我们

当前位置:
天津 鑫铭万通商贸有限公司 >
淮北本地今日新闻
【钢板-矩形管使用方法】
更新时间:2024-12-26 19:53:38 浏览次数:10 公司名称:天津 鑫铭万通商贸有限公司
以下是:【钢板-矩形管使用方法】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 119 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
以下是:【钢板-矩形管使用方法】的图文视频


您是想要在安徽省淮北市采购高质量的【钢板-矩形管使用方法】产品吗?鑫铭万通商贸有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的【钢板-矩形管使用方法】产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-13752667388,QQ:46046714,地址:《天津北辰区北辰大厦4-1012发货到安徽省 淮北市 杜集区、相山区、烈山区、濉溪县》。 安徽省,淮北市 淮北市是全国重要的资源型城市,打造绿色转型发展示范城市,是淮河文化的代表城市之一,是“淮海经济区”、“徐州都市圈”、“宿淮蚌都市圈”、“宿淮城市组群”成员城市,全国卫生先进城市、园林城市、全国科技进步先进市、全国无障碍建设城市、智慧城市、全国创业先进城市、全国文明城市。4000多年前商汤十一世祖相土建城于相山南麓。风景名胜有相山公园、龙脊山、南湖湿地公园、华家湖、石板街、临涣古镇、隋唐运河古镇等,纪念地有淮海战役总前委旧址、双堆集战场旧址等,是安徽离出海口近的城市,京台、连霍、泗许、济祁高速环城四周。
不容错过的【钢板-矩形管使用方法】视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:【钢板-矩形管使用方法】的图文介绍
鑫铭万通商贸有限公司拥有一支成熟的 安徽淮北喷漆无缝管专家队伍,依靠周到专业的服务和丰富的人力资源,已为两千多家企业通过相应的 安徽淮北喷漆无缝管。关注服务品质,创造企业价值,节省客户成本 我们的愿景:传递品质信念,突破行业传统思维模式,构建现代运营体系。


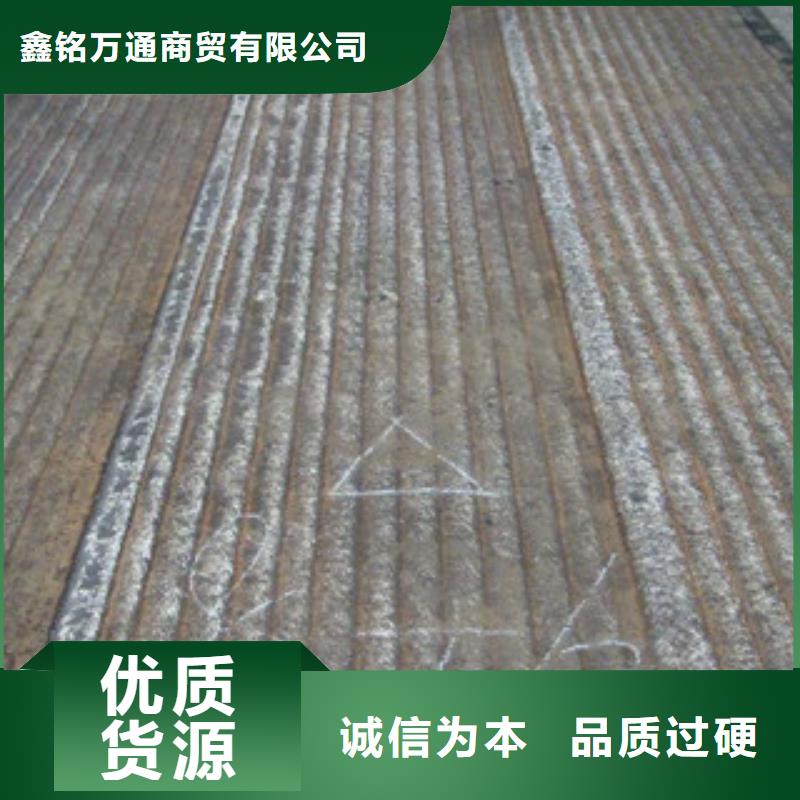
双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。



鑫铭万通商贸有限公司服务多行业,秉着“崇尚质量、以人为本、追求卓越”的宗旨,以的的品质、合理的价格及完善的服务不断赢得用户的信赖和好评。



但是,由于碳氢基团的热解吸以及结构的重组降低了薄膜的厚度,并且热解吸还导致薄膜的疏水性能降低。其次真空热处理降低了薄膜的漏电流,并且使SiCOH/Si界面的界面态发生改变。
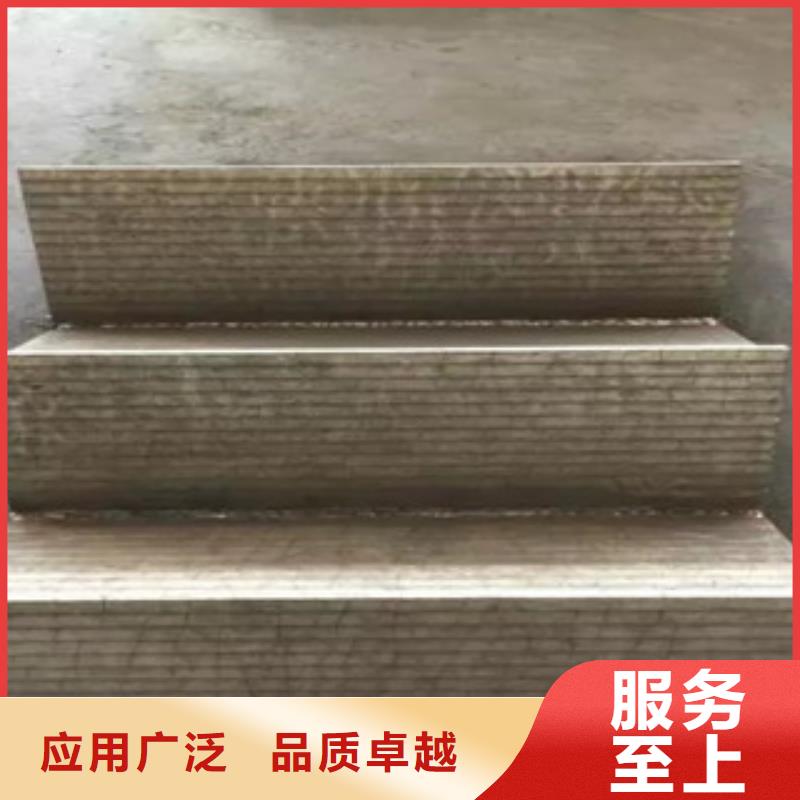
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。


输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
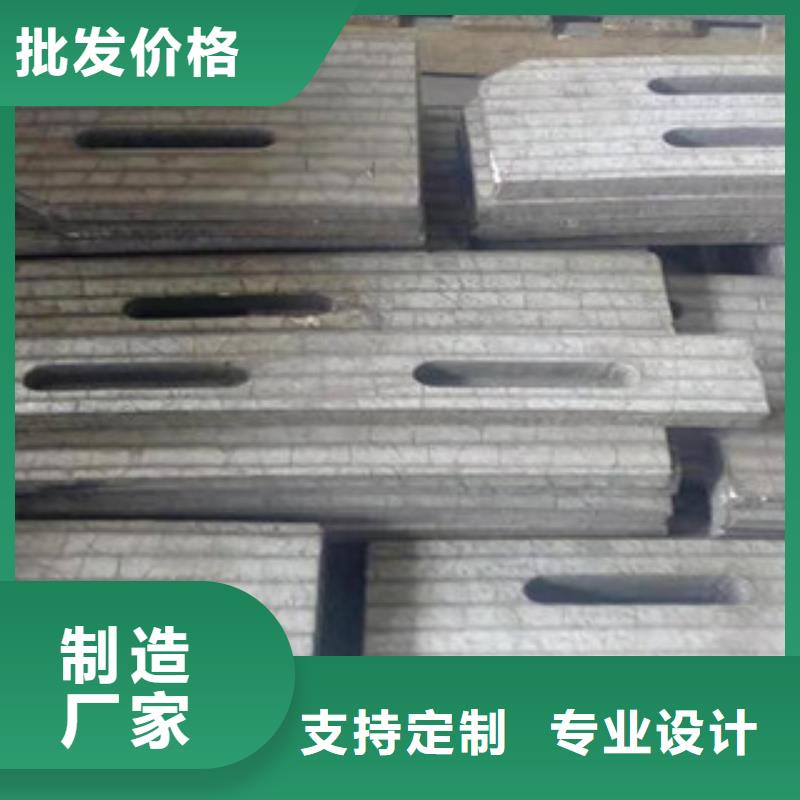
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐



今年在安徽省淮北市购买【钢板-矩形管使用方法】有了新选择,鑫铭万通商贸有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的【钢板-矩形管使用方法】产品。如需购买或咨询,请随时联系我们,联系人:李经理-13752667388,QQ:46046714,地址:北辰区北辰大厦4-1012。