



想要了解单/双法兰限位伸缩接头蜂窝六角斜管生产型产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:单/双法兰限位伸缩接头蜂窝六角斜管生产型的图文介绍


单法兰限位伸缩接头()系列产品属金属制品、其有较高的抗拉和抗压强度,软密封性能优越,装卸方便等功能,被广泛应用于电力、冶金、化工、给排水和污水处理等行业,主要作用于水泵于阀门和管道之间的连接。伸缩接头在管道运行中有一定的多向位移作用,对管道在运行中由于热涨冷缩、地壳下陷和受力产生着重要的伸缩补偿作用,因此,伸缩接头可以缓解管道运行中的盲板推力,对管道起到一定的保护,特别是对管道的安装和维修提供了极大的便利。但是,在水泵出口处和管道转角处,在无固定支墩、无限位支墩和定向限位支墩支架的滑动管道连接中应采用传力接头和限位传力接头,或采用限位伸缩器(伸缩节)和防拉脱限位橡胶接头,以及可采用限位伸缩接头及卡箍柔性接头,因为传力接头通过传力螺栓(即全丝螺栓)能把启泵时的盲板推力传导到泵和管道各部位,避免推力集中于管道转角处或泵的近端,发生冲击力损伤设备。 实际上在各种管道使用中,伸缩接头、传力接头、伸缩器(伸缩节)及橡胶接头、卡箍柔性接头(柔性卡箍接头简称卡箍接头)和快速接头在管道连接中都有其一个共同作用,对管道的运行起着伸缩补偿位移作用,由于它们在管道连接中有此共性,所以它们在管道连接使用中有着可互补、互换之替代作用,只有在特定情况下选定某种型号系列管件接头使用。 乐水主要生产伸缩接头,限位伸缩接头,单法兰限位伸缩接头等各种伸缩接头。单法兰限位伸缩接头系列产品属金属制品、其有较高的抗拉和抗压强度,软密封性能优越,装卸方便等功能,被广泛应用于电力、冶金、化工、给排水和污水处理等行业,主要作用于水泵于阀门和管道之间的连接。



始终恪守“诚信为本,客户至上”的经营理念。愿以客户的要求为我们的工作起点,与时俱进,锐意进取。用人性化的设计和优良的 安徽黄山火山岩滤料产品质量回报广大客户的选择和信任。 乐水活性炭醋酸钠乙酸钠聚合氯化铝环保科技有限公司是一支有着凝聚力,工作配合默契的团队,凭借雄厚的技术力量,先进的工艺装备和可靠的 安徽黄山火山岩滤料产品质量,优良的企业文化,不断的拓展市场,引进国际先进的自动化生产设备,扩大企业的生产规模,使 安徽黄山火山岩滤料产品走出亚洲,力求打造世界知名品牌!
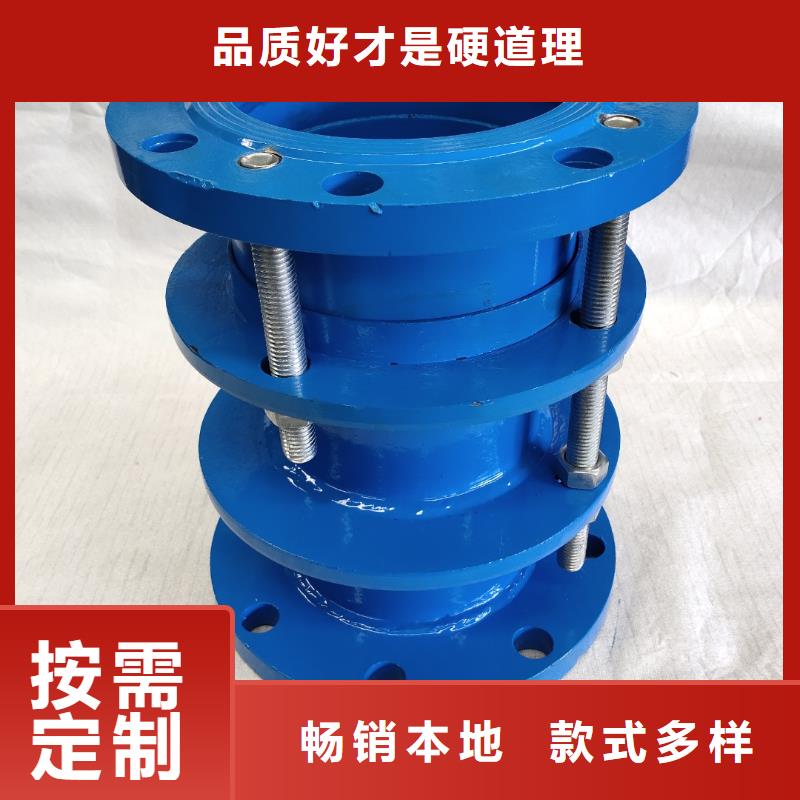
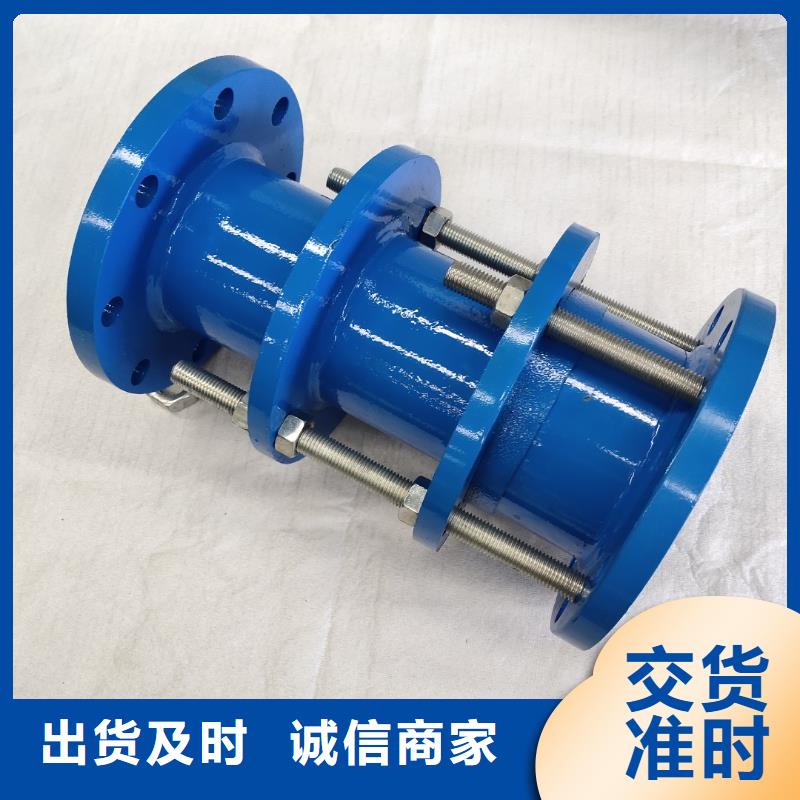
单/双法兰限位伸缩接头蜂窝六角斜管生产型


VSSJA-2双法兰限位伸缩接头概述: 双法兰限位伸缩接头是由本体、密封圈、压盖、伸缩短管等主要部件组成。在松套伸缩接头原有性能的基础上增设限位装置,在 伸缩量处用双螺母锁定。管道在允许的伸缩量中可以自由伸缩,一旦超过其 伸缩量就起到限位,确保管道的运行,特别适用于有振动或有一定斜度及拐弯的管路中的连接。 VSSJA-2双法兰限位伸缩接头用途: 本产品用于在允许位移范围内吸收轴向位移和承受轴向压力推力,管道松套连接特别适用于有振动或有一定斜度及拐弯的管路中的连接。它能防止管道因超量位移导致补偿接头的泄漏和损坏,。伸缩器具有良好的综合性能,所以它广泛用于化工、建筑、给水、排水、石油、轻重工业、冷冻、卫生、水暖、消防、电力等基础工程。 VSSJA-2双法兰限位伸缩接头特点: 1.安装简单方便、方便阀门安装、可承受管线的轴向拉力。 2.该产品采用金属铸造或焊接组成,松套部位选用梯形橡胶密封圈,在压盖和螺栓的作用下 3.利用橡胶压缩弹性变形原理。迫使密封圈变形于接头本体伸缩管外壁之间进行静密封。 4.金属和密封圈严格按使用性能及用户要求选用。材质外部涂装高强度防腐漆料,各部连接螺栓为高强度碳钢或不锈钢制作。因为本体与伸缩管之间有一定间隙,使它具有一定的轴向和径向位移 5.在管道中能有效的补偿和缓解管道和盲板推力,又能便于水泵,阀门的安装维修更换,实为管道安装运行业中为理想的配套产品。



单法兰限位伸缩接头在安装使用前应该对其进行焊接预热,预热时我们应该怎么做,预热时需要注意什么呢? 当温度改变时管子能在接头当中自由的伸缩,本地基下沉,管子能偏斜,并确保密封无渗漏,因此起到自动补偿之目的。中泰法兰式管道伸缩器浅谈伸缩接头中的压盖式限位伸缩接头:伸缩接头的不同型号也不少,这次先来伸缩接头中的压盖式限位伸缩接头:伸缩接头全是用来呵护管道的。在务必的压力边界内实行伸缩或移动,伸缩接头也有伸缩量的限制,假设达到的限制,伸缩接头自动执行限制,以确保管道使用中的运行。压盖式限位伸缩接头是在松套伸缩接头原有的安装上添加伸缩量,限位安置也有较大改善,免得自动限位时,变压大因此损坏自己及管道。单法兰限位伸缩接头在应用前要进行焊前的预热,这样可以大大提单法兰限位伸缩接头的性能,提高工作效率。那么在进行焊前预热的时候又该怎么进行呢?伸缩接头进行焊前预热的焊件,其层间温度应在规定的预热温度范围内。当焊件温度低于0摄氏度是,钢材的焊缝应在始焊处100mm范围内预热到15摄氏度以上。对有应力腐蚀的焊缝,应进行焊后热处理。非奥氏体异种钢焊接时,应按焊接性较差的一侧钢材选定焊前预热和焊后热处理温度,但焊后热处理温度不应超过另一侧钢材的临界点。调制钢焊缝的焊后热处理温度,应低于其回火温度。单法兰限位伸缩接头焊前预热及焊后热处理时,应测量重庆管路伸缩接头生产厂家和纪实其温度,测温点的部位和数量应适宜,测温仪表应经计量检定及格。对容易产生焊接延迟裂纹的钢材,焊后应立马执行焊后热解决,当不能马上实行焊后热治理时,应在焊后立即匀称加热至200-300摄氏温度。执行保温锾冷,其加热边界应与焊后热解决要求一模一样。
