

以下是:弯管【弯管生产厂家】定制不额外收费的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |
以下是:弯管【弯管生产厂家】定制不额外收费的图文视频





【导语】:弯管【弯管生产厂家】定制不额外收费,航萧管件有限公司为您提供弯管【弯管生产厂家】定制不额外收费产品案例,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,发货地:聊城经济开发区崂山路物流院内发货到安徽省 巢湖市 。 安徽省,合肥市,巢湖市 2022年,巢湖市地区生产总值完成608亿元,按可比价格计算,比2021年增长4.3%。
为了让您更地了解我们的弯管【弯管生产厂家】定制不额外收费,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:弯管【弯管生产厂家】定制不额外收费的图文介绍


选购弯管加工机器设备时怎样对应用技术掌握。在对数控弯管机的各一部分行程安排作用掌握时,在数控弯管机的应用全过程中务必调节才可以根据,左右方式也是重要的,弯管加工的工作中范畴也是有一定的间距,这还可以保证 工作上提高工作效率,假如不小心对磨具导致一定水平的毁坏,还要立即维修,这类种类的机械设备设备在手动式调整全过程中,还可以开展更详尽的设定。 选购弯管加工机器设备时怎样对应用技术掌握 现如今在了解到数控弯管机的一些基本原理后,对其率还不太掌握,其导轨滑块一部分事实上是由于它是依据液体压力变速箱运作的,它包括根据导轨滑块和机械零部件的详细构造,可是一旦了解到制造行业的工业设备和基本原理,弯管加工生产厂家的同歩系统软件也很有参照实际意义,它是在设备的扭曲轴和关节轴承的组成基本原理中发觉的,这类构造比较简单,但特性意想不到地平稳,因此 大伙儿在选购的情况下要留意很多事宜,才可以选购真品,因而使生产率更强。 假如客户选购到不太好的数控弯管机,产品成本会高些,其预估的率达不上,因而损害许多,这里有几层面的建议,做决定时做为参照的前提条件明确提出,从业大范畴的球面型号规格时,在挑选数控弯管机层面,它还能够明显增强实际操作特性,这是由于零件的特殊长短,是在选购弯管加工设备的另外,以依据重要的参照规范和方位。 如今,根据自动式深蓝色液晶显示屏触摸屏plc系统软件,能够十分便捷地开展平时实际操作和视角操纵,并尽量地弯管加工到设定的视角,如今,应用全部高韧性的架构,以保证 弯管加工不容易产生震动或出现异常,进而弯头的度。



航萧管件有限公司主营 安徽巢湖H型钢拉弯。公司位于经济开发区崂山路物流院内,交通便利,地理位置优越,交通便利。公司产品均符合标准(GB)、产品品种丰富、规格齐全,现已销往全国各地,得到诸多客户的好评。 公司常备库存量充足,品种规格齐全。本着薄利多销,质量可靠的销售原则,让客户买的放心,用的舒心!诚信、专业、 是我们的服务宗旨,我们将竭诚为新老客户提供过硬的产品和优质的服务, 欢迎各界朋友莅临参观、指导和业务洽谈。


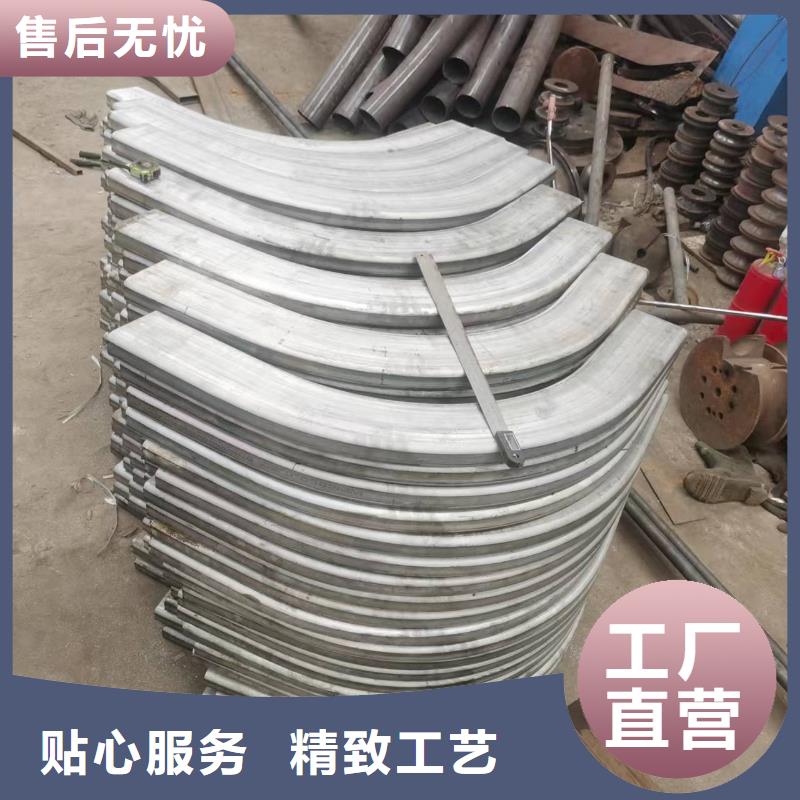
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。



弯管机如何解决因油温变高而降低弯管精度 液压弯管机弯管精度如何保证 我们的液压弯管机采用的是电机带动液压油泵输入液压油,依靠电磁阀输入油压动力来弯曲管材,但是液压系统如何提高与保证弯管精度呢?这是我们需要思考的问题。 做过或者接触够液压系统的人都明白,液压油在我们的弯管机中经过长时间运行运转,油温就会变高,而油温变高后控制电磁阀就会出现锁不住油,或者液压油输入不均匀导致弯管精度大大受损,而这些问题我们可以采用编码器来控制弯管角度。但是由于油温变高后出现锁不住油而导致夹紧夹不住,弯管时出现打滑。打滑后管材弯曲就会出现起皱或者变形。这样大大的影响了弯管质量。但是这些问题该如何去解决呢? 我们的液压弯管机都是采用一个主油箱,而油泵输入的油都要经过冷却器再回到油箱内部。我们可以在冷却器上插入两根水管,使用自来水来回循环降温,这样能够很好的降低油温。从而保护弯管机因为油温变高而降低弯管精度。



全自动弯管机应用防皱模有哪些关键点? 在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。 水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。 应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。 防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。 防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。 在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。 那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!
【总结】:弯管【弯管生产厂家】定制不额外收费_航萧管件有限公司,固定电话:17306359888,移动电话:17306359888,联系人:宋经理,QQ:46564996,经济开发区崂山路物流院内 发货到 安徽省巢湖市。














