服务热线:13734465888

更新时间:2024-11-16 16:42:18 浏览次数:6 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 鑫中冶 |
| 产地 | 山东 |
| 用途 | 机械加工,配套机件 |
| 销售范围 | 全国 |
| 联系方式 | 电话咨询 |




金海金属材料有限公司依靠科技求发展,满足各类 山东泰安厚壁钢管厂家客户的需求,是我们始终不变的追求。“诚信精致,有效创新”是企业长期发展所坚持的核心理念。我们的目标:在 山东泰安厚壁钢管厂家为您提供有效的解决方案;只有的品质,才能创造高品质的 山东泰安厚壁钢管厂家,让你我携手,把握机遇。


异形钢管生产过程中碰到的难题
下边大家给大伙儿汇总一下异型钢管生产制造生产过程中普遍八大难题,主要内容以下:
1、焊接缺点:
焊接缺点较比较严重,选用手工制作机械设备打磨抛光解决方式来填补,造成的打磨抛光印痕,导致表层不匀称,影响美观大方。只对焊接开展磷化处理,也导致表层不匀称
2、刮痕难去除:
总体磷化处理,也不可以将生产过程中造成的各种各样刮痕除掉,而且也不可以除去因为刮伤、电焊焊接溅出而黏附在异型钢管表层的碳素钢、溅出等残渣,造成在浸蚀物质存有的标准下产生化学腐蚀或电化学反应而锈蚀。
3、抛光处理钝化处理不匀称:
手工制作抛光处理后开展磷化处理解决,对总面积很大的产品工件,难以做到匀称一致解决实际效果,不可以得理想化的匀称表层。而且人工费用,辅材花费也较高。
5、酸洗钝化能力有限:
酸洗钝化膏并并不是全能的,对等离子切割机、数控火焰切割而产和灰黑色氧化皮,较难去除。
6、为要素导致的刮伤情况严重:
在起吊、运送和构造生产过程中,磕磕碰碰、拖拖拉拉、捶击等人为失误导致的刮伤情况严重,促使金属表面处理难度系数增加,并且也是解决后造成生锈的关键缘故。
7、机器设备要素:
在铝型材、板才卷弯、钣金折弯全过程中,导致的刮伤和皱褶也是解决后造成生锈的关键缘故。
8、别的要素:
异型钢管原料在购置、存储全过程中,因为起吊、运送全过程造成的磕磕碰碰和刮伤也情况严重,也是造成生锈的缘故之一。


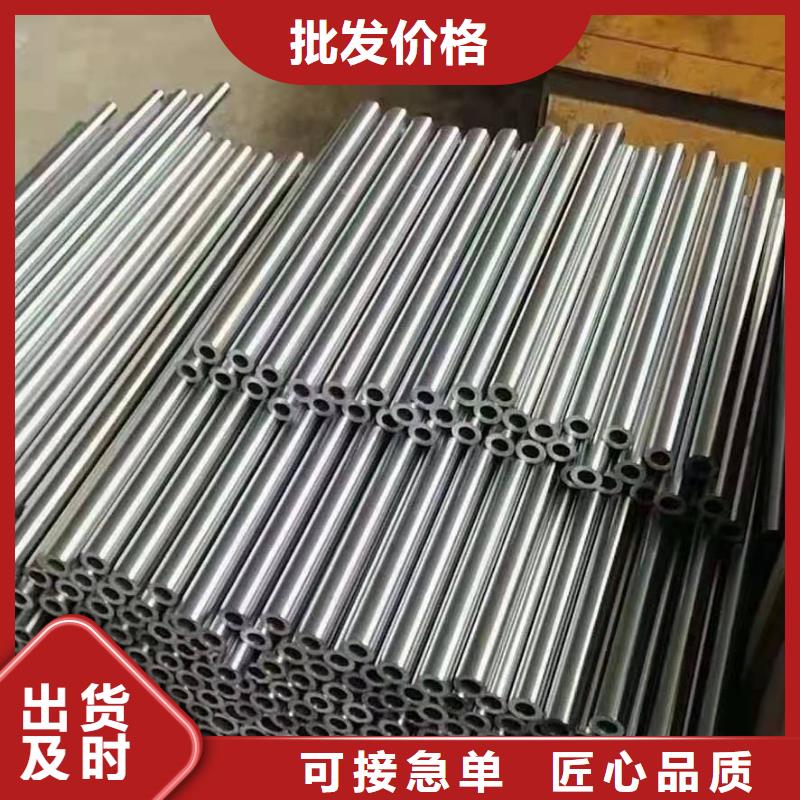
异形钢管的生产流程和运用
异型管一般选用冷扎的加工工艺开展生产制造。实际步骤以下:
圆钢→破孔→酸洗钝化→冷扎→锯头→打捆无缝钢管→酸洗钝化→冷扎→锯头→打捆
异型管內外壁无空气氧化层、承担髙压、无渗漏、精密加工、高光滑度、冷拔不形变、扩口、挤扁无缝隙、表层防锈处理解决,普遍用以液压传动系统用异型管、塑料机用异型管、四柱液压机用异型管、船舶制造用异型管、EVA聚氨酯发泡汽压机械设备、高精密汽压裁断机用异型管、皮革加工机械设备、液压机械、液压油管、高压油管、卡套接头、异型管连接头、橡胶机械、锻压设备、铝压铸机械设备、工程机械设备、混泥土泵车用髙压异型管、环卫车用、汽车制造业、造船业、金属材质的激光切割加工、柴油发动机、燃气轮机、空气压缩机、建筑工程机械、农业和林业机械设备等,彻底能够取代同规范的進口高精密异型管。



对于异形钢管维护方法?
异型管的酸洗 一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
异型管工具除锈 主要使用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊聊城异型管厂渣等。手动工具除锈能达异型管到Sa2级,动力工具除锈可达到Sa3级,若钢材外表附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度
异型管清洗 利用溶剂、乳剂清洗钢材外表,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
异型管和无缝钢管的区别:
1无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2异型管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度
钢管架子管的分类:
国内用钢管资料制作的脚手架有扣件式钢管脚手架、碗扣式钢管脚手架、异型管、承插式钢管脚手架、门式脚手架,还有各式各样的里脚手架、挂挑脚手架以及其它钢管资料脚手架。



如何调控异形钢管高频感应圈的位置
影响异型管高频焊接质量的因素很多,今天我们就先为大家介绍一下如何调控高频感应圈的位置,它主要受以下六点因素影响:
(一)高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,方矩管,焊缝强度下降;反之,焊缝边缘加热不足,镀锌方管,挤压后使异型管成型不良;
(二)异型管坯的两个边缘在高频感应圈加热到焊接温度后,由挤压辊挤压形成共同的金属晶粒互相渗透、结晶,***终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂。若挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷;
(三)激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,方管,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制高频感应圈焊接温度的目的。对于低碳钢异型管,焊接温度控制在1250-1460℃,矩形方管,可满足管壁厚3-5mm焊透要求;


