


想要更直观地感受【研磨管】,珩磨管精工细作品质优良产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:【研磨管】,珩磨管精工细作品质优良的图文介绍


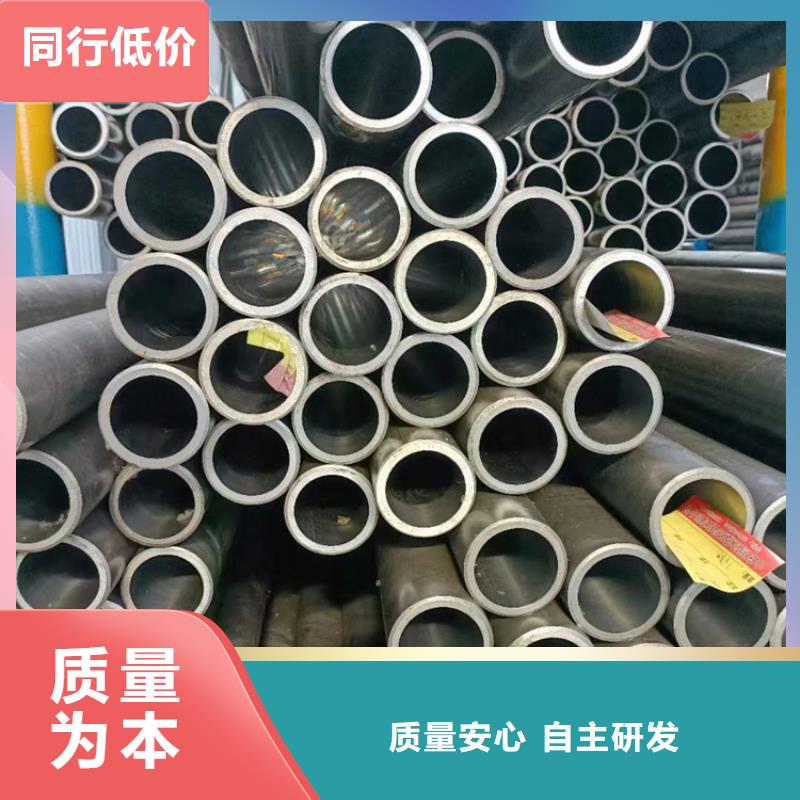
山东济宁珩磨管油缸管绗磨管厚壁珩磨管制造品质规定留意的要点研磨管
1、规格精密度和外观设计厚壁珩磨管的几何图形规格主要包含无缝钢管的直径、壁厚、椭圆形度、长短、弯折度、管内孔切倾斜度、焊缝视角和钝边,异性朋友无缝钢管的截面规格等。
2、工艺性能规范中要求了厚壁珩磨管的“表面光洁”的规定。3、淬火?淬火在全部的冷拔管制造中是十分关键的工艺流程,淬火品质的优劣既危害无缝钢管的特性也危害氧化铁皮的。普遍的缺点有:裂痕、发纹、内折、外折、轧破、内直道、外直道、离层、结痂、凹痕、凸包、麻坑(表面)、划伤(擦破)、内螺旋式道、外螺旋式道、青线、矫凹、辊印等。在其中裂痕、内折、外折、轧破、离层、结痂、凹痕、凸包校线风险缺点;无缝钢管的表面、青线、擦破、轻度的內外直道、轻度的內外螺旋式、矫凹、辊印为一般性缺点。
3、物理学特性包含常温状态的物理性能和一定溫度下的物理性能(热强特性和超低温特性)和耐腐蚀特性(如空气氧化、抗水蚀、抗强酸强碱等特性)一般状况下在于钢的成分、机构特性和钢的纯度及其钢的热处理方法等。



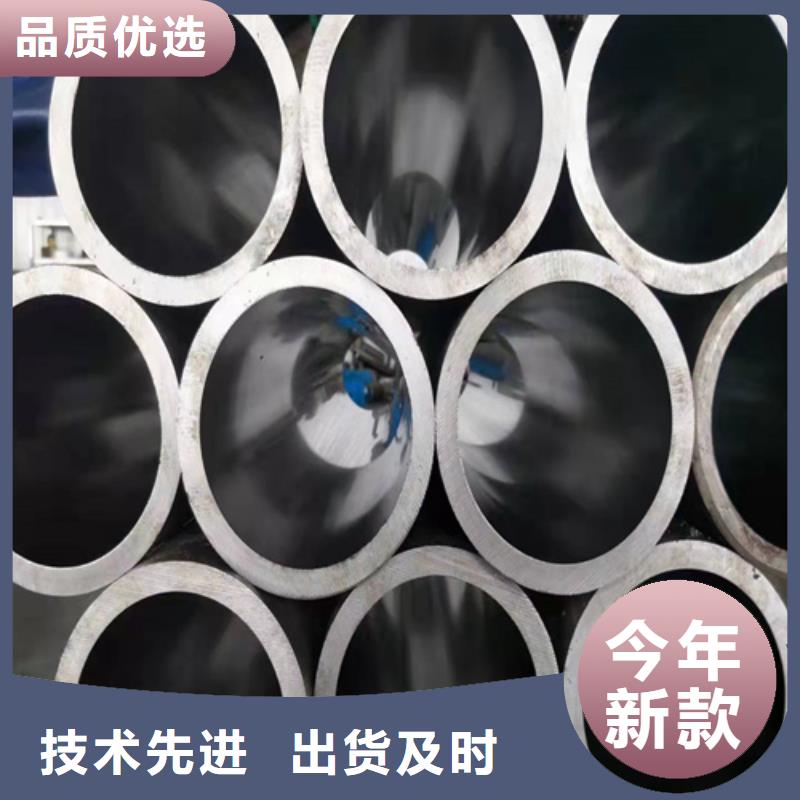
山东济宁珩磨管油缸管绗磨管厚壁油缸管是液压缸的主体,其内孔一般采用镗孔、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件和支架滑动顺畅,以保证密封效果,减少磨损;液压缸应能承受较大的液压,因此应具有足够的强度和刚度。端盖位于气缸的两端,与气缸形成封闭的油室。因此,端盖及其连接件应具有足够的强度。在设计中不仅要考虑强度,还要选择加工性能较好的结构形式。导套引导并支撑活塞或柱塞。有些液压缸由端盖孔直接导向,没有导向套。这种结构简单,但磨损后必须更换端盖。研磨管

山东济宁珩磨管油缸管绗磨管绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
冷拔油缸管热轧精密钢管是由连铸圆坯或初轧坯经步进梁式加热炉加热,高压水除鳞后送入粗轧机。粗加工材料被切割、尾随,然后送入精轧机进行计算机控制轧制。精轧后,经层流冷却,用卷取机卷取,形成直卷。直发卷发的头尾一般呈舌形和鱼尾形,粗细和宽度的准确性较差。卷重,内径760mm。直发钢卷经切头、切尾、切边、多道次矫直调平等精整线处理后,可再次切割或复卷,成为热轧钢板、热轧扁钢卷、纵剪带钢等产品。通过酸洗去除氧化皮并涂上油,可将热轧精轧钢卷制成热轧酸洗钢卷。研磨管


山东济宁珩磨管油缸管绗磨管机械性能可以在任何一个角度下弯曲不变形。主要用作液压系统油路中配制钢管,也叫液压系统中的硬配管,汽车用精密钢管,规格一般为外径(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。长度为定尺6米(订做除外),交货状态为NBK(正火)、GBK(退火)、BKS(去应力退火)。采用主要材料为ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可满足对钢管要求精密度高、光洁度高、抗拉强度、机械性能高的客户。研磨管



安达液压机械有限公司推行科学的企业管理,并注重实践、不断探索。通过科学细致的管理,我们j i大降低了 山东济宁大口径厚壁珩磨管生产成本,为客户带来了实惠;注重实践,使我们从生产管理到施工队伍,培养了一批技术过硬、经验丰富的技术人员;不断探索,使我们把行业发展使命与企业发展相结合,并与各专业机构及高等院校的专家密切合作,进行品质的升级及 山东济宁大口径厚壁珩磨管产品的更新,不断地追求顾客的满意。


山东济宁珩磨管油缸管绗磨管对于高精密珩磨管的生产工艺你又有多少了解研磨管
高精密珩磨管正常的工作压为:0――12000PSI为了施工者的严禁超过此范围,而且必须头戴安面具、全帽,以及工作服以防万一,因为每一种产品没有 性的,它牵涉到操作人员的技术、使用时间、产品的寿命,及机器的稳定性。一条高精密珩磨管虽然没破并不代表它是好的,用久了,时间放长了,会老化,耐压性就会降低,当然性就降低了,那就该换新的。
高精密珩磨管的主要生产程:管坯及坯加热、管坯的穿孔、钢管的延伸。


