


文字或许能描绘【铝合金型材-管线管的简单介绍】产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
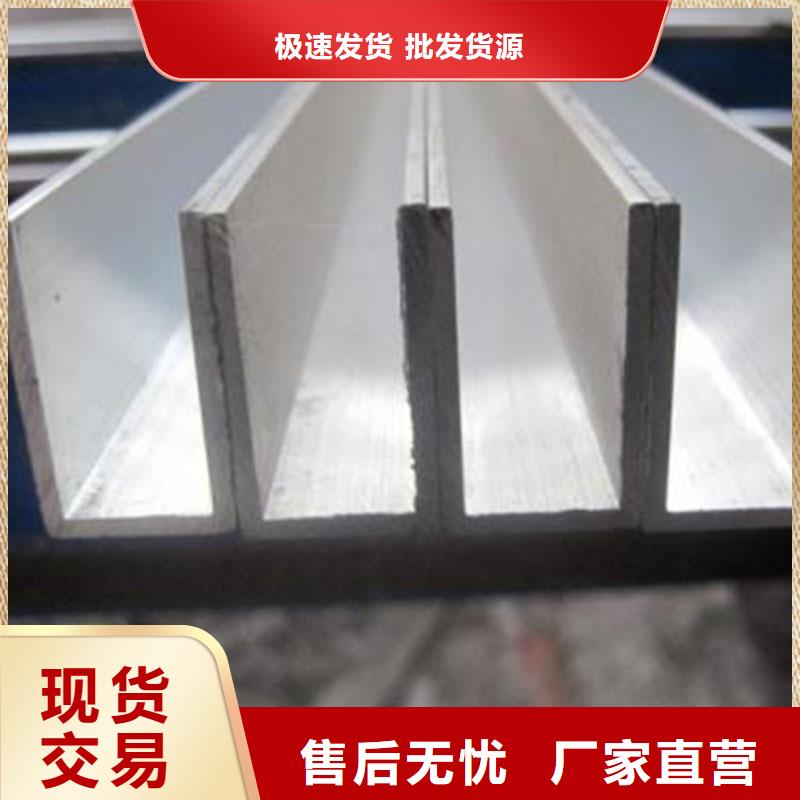
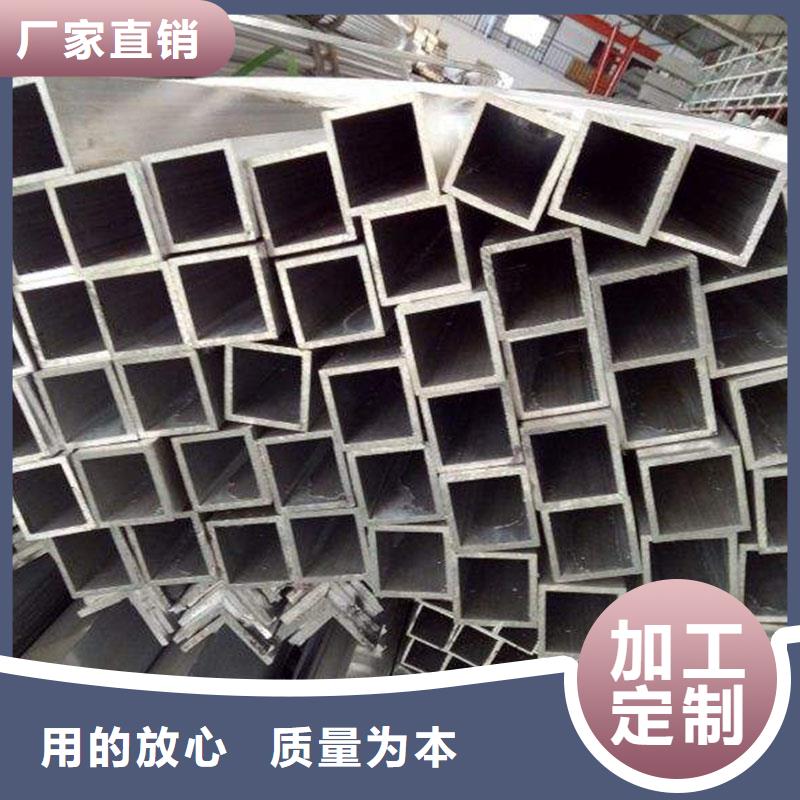
以下是:【铝合金型材-管线管的简单介绍】的图文介绍

恒永兴金属材料销售 有限公司长期经营(山东潍坊) 本地 山东潍坊无缝钢管。 公司坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。


磷化处理工艺的表调:表面调整剂可以工件表面因碱液除油或酸洗除锈所造成的表面状态的不均匀性,使铝材表面形成大量的极细的结晶中心,从而加快磷化处理工艺反应的速度,有利于磷化处理工艺膜的形成。(1)水质的影响--槽液所用水质中如所含水锈严重、钙镁离子含量较大,会影响表调液的稳定性,槽液配制时可预先添加软水剂以水质对表调液的影响。(2)使用时间--一般表调剂采用的是胶体钛盐,其存在胶体活性,当使用时间较长或所含杂质离子较多时胶体活性会丧失,此时胶体的稳定状态被破坏,槽液沉淀分层,呈絮状,此时必须更换槽液。磷化处理工艺--磷化处理工艺是一种化学与电化学反应形成磷suan盐化学转化膜的过程,所形成的盐化学转化膜称之为磷化处理工艺膜。客车涂装常用的是低温锌系磷化处理工艺液.磷化处理工艺的主要目的是给基体铝材提供保护,在一定程度上防止铝材被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力。磷化处理工艺是整个前处理工艺相当为重要的一个环节,其反应机理复杂且影响因素较多,因此磷化处理工艺槽液相对于其它槽液的生产过程控制要复杂得多。(1)酸比(总酸度与游离酸度的比值):提高酸比可加快磷化处理工艺反应速度,使磷化处理工艺膜薄而细致,但酸比过高会使膜层过薄,易引起磷化处理工艺工件挂灰;酸比过低,磷化处理工艺反应速度缓慢,磷化处理工艺晶体粗大多孔,耐蚀性低,磷化处理工艺工件易生黄锈。一般来说磷化处理工艺yao液体系或配方不同其酸比大小要求也不同。(2)温度:槽液温度适当提高,成膜速度加快,但温度过高,会影响酸比的变化,进而影响槽液的稳定性,同时膜层晶核粗大,槽液出渣量增大。(3)沉渣量:随着磷化处理工艺反应的不断进行,槽液内的沉渣量会逐渐增多,过量的沉渣会影响工件表面的界面反应,导致磷化处理工艺膜发花、挂灰严重,甚至不成膜,因此槽液必须根据处理的工件量和使用时间适时进行倒槽,进行清渣除淤。(4)亚xiaosuan根NO-2(促进剂浓度)NO-2可加快磷化处理工艺反应速度,提高磷化处理工艺膜的致密性和耐腐蚀性,含量过高时使膜层易出现白点或发彩现象;过低,成膜速度缓慢,磷化处理工艺膜易生黄锈。(5)liu酸根SO2-4:酸洗液浓度过高或水洗控制不好都易导致磷化处理工艺槽液内liu酸根离子增高,过高的liu酸根离子会减慢磷化处理工艺反应速度,使磷化处理工艺膜晶粒粗大多孔,挂灰严重,磷化处理工艺膜的耐蚀性降低。(6)亚铁离子Fe2+:磷化处理工艺溶液中含亚铁离子量过高时,会使常温磷化处理工艺膜防腐能力下降;会使中温磷化处理工艺膜晶粒粗大,表面浮白灰,防腐能力下降;会使高温磷化处理工艺液沉渣量增大,溶液变混浊,同时游离酸度升高。



为了减少火灾的危害,保护人身财产,在建筑内合理的设置防烟排烟系统是十分必要的。其中防烟排烟系统的耐火极限是一个非常重要的性能指标。根据 标准《GB51251-2017建筑防烟排烟系统技术标准规定》:4.4.8排烟管道的设置和耐火极限应符合下列规定:1、排烟管道及其连接部件应能在280℃时连续30min保证其结构的完整性。2、竖向设置的排烟管道应设置在独立的吊顶内,其耐火极限不应低于0.50h。3、水平设置的排烟管道应设置在吊顶内,其耐火极限不应低于0.05h;当确有困难时,可直接设置在室内,但管道耐火极限不应小于1.00h。4、设置在走道部位吊顶内的排烟管道,以及穿越防火分区的排烟管道,其管道的耐火极限不应小于1.00h,但设备用房和汽车库的排烟管道耐火极限可不低于0.05h。根据国标GB51251-2017,为了防止火焰烧坏防排烟风管而蔓延到其他防火分区,要求防排烟管道的耐火极限不小于1.0小时。建筑防排烟风管一般采用白铁皮或镀锌铁板钣金加工制得,CAS-FR高性能铝镁质防火绝热材料整体耐火时间≥1.5h,使用CAS-FR高性能铝镁质防火绝热材料能够达到 标准规定的耐火极限要求。CAS FR高性能铝镁质防火绝热材料的性能特点:1、防火板为复合材料,导热系数达到小于0.045W/m.k 2、防火板表面的纳米材料涂层,了耐火性能及其持续性;3、耐高温粘接剂的直接粘接,让施工更简单,整体造价更经济。

