



我们的弯管用的放心视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:弯管用的放心的图文介绍
航萧管件有限公司主要经营销售: 江苏苏州H型钢拉弯,我单位凭借良好的信誉,完善的服务、充足的货源为您提供每一支优质的产品!本公司郑重向您承诺:保证以z u i好的质量,以z u i低的价格,z u i完善的售后服务,来答谢新老客户。


全自动弯管机的质量是怎么判断的? 全自动弯管机和数控弯管机是弯管机的两大类型,用途十分广泛,而许多消费者在选购全自动化弯管机时并不知道该如何辨别好坏,可从以下几方面着手: 1、模架硬度和模架硬度也是设备能否正常使用、操作方便、价格的关键。在模具硬度低于洛氏HRC60,模具硬度低于洛氏HRC50的情况下,胶管扣紧质量将受到影响。 2、测量设备的主要参数:让设备处于空转状态,用手触摸各模块座块,手感不应发生抖动,否则视为不合格产品。 3、将设备装上模具,扣一次试样接头,用卡尺或千分尺测一次扣压接头,圆度和锥度都要扣制在0.1mm以内,才算合格。 4、是对设备模块的八瓣均分度和模具平整度进行检查。比较好的设备将对这两个参数进行特殊的控制调整,而一些劣质的设备将无法控制以上两个参数。 那以上就是判断全自动弯管机的质量的一些方法了哦,大家可以了解一下,有什么疑问和需要,可以直接联系我们,或者直接在网站上留下您的需求和联系方式,我们会及时与您联系的!



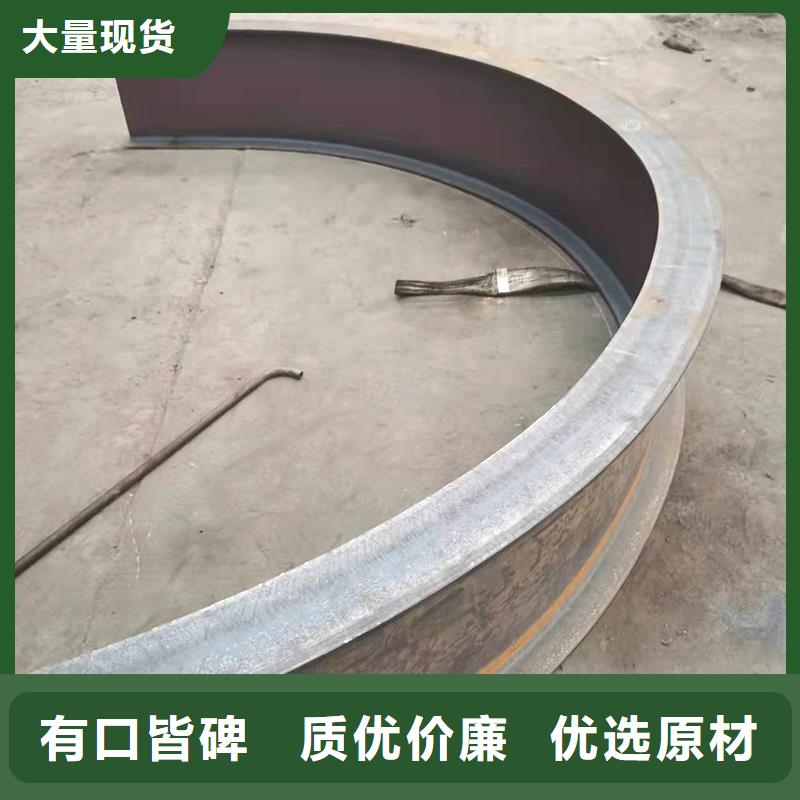
弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部,R高于肘部2倍,r=1~2倍为肘部。 弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。 当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。 外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。



全自动弯管机应用防皱模有哪些关键点? 在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。 水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。 应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。 防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。 防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。 在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。 那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!



主要特点/弯管机,结构方面 弯管机图册 1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易; 2、床身结构稳固,不易变形; 3、每一档可设定16个弯管角度,记忆体可储放16组档案; 4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°; 5、错误讯息在屏幕上显示,帮助操作者立即排除; 6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。 工艺方面 弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为保证管件成形质量,必须控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。