



观看我们的产品视频,就像打开了一扇通往护栏桥梁景观栏杆厂家售后完善产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:护栏桥梁景观栏杆厂家售后完善的图文介绍

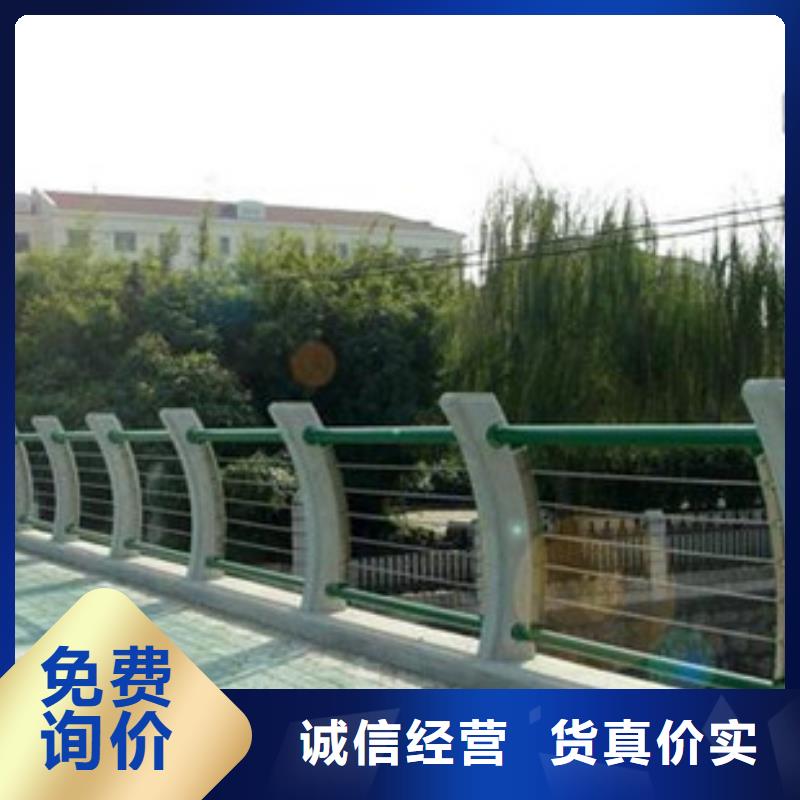
山东金立恒护栏公司教您如何辨别桥梁防撞栏杆的材质和质量
一、相比与劣质的不锈钢栏杆,优质的不锈钢栏杆表面具有非常强的金属感,颜色光亮,光泽好。而表面呈现出淡红色或是生铁的颜色,说明材质差劣,在栏杆制作的过程中,钢的温度没有达标。
二、看表面是否光滑
品质好的桥梁防撞栏杆手感很好,表面非常的光滑,但劣质的不锈钢栏杆采用杂质多、不均匀的材料制作,其表面非常的粗糙,凹凸不平。还有的栏杆的生产过程中,出现粘钢并有结疤的现象这是因为不锈钢生产厂家的设备和工艺不够精细。
三、看表面是否有折线
经过精细工艺打磨后,不锈钢栏杆表面的纹理是有规则的。若是形成了各种不规则的折线,这说明不锈钢栏杆在生产的过程中,厂家只追求数量,不注重质量,压下的量偏大,从而在轧制时产生折叠,强度也大大的下跌。
四、看表面是否有裂纹
判别不锈钢栏杆的优劣,还可以看它的表面是否有裂纹。优质的不锈钢栏杆表面是完好无损的,没有裂纹。而劣质的不锈钢栏杆用土坯料做原料,使得生产过程中栏杆出现裂纹。
五、看截面形态
仔细观察不锈钢栏杆的截面,还可以看出该生产厂家的实力。一个注重生产工艺的不锈钢栏杆生产厂家,其截面是非常平整的,不会出现凹凸不平的现象。
一、相比与劣质的不锈钢栏杆,优质的不锈钢栏杆表面具有非常强的金属感,颜色光亮,光泽好。而表面呈现出淡红色或是生铁的颜色,说明材质差劣,在栏杆制作的过程中,钢的温度没有达标。
二、看表面是否光滑
品质好的桥梁防撞栏杆手感很好,表面非常的光滑,但劣质的不锈钢栏杆采用杂质多、不均匀的材料制作,其表面非常的粗糙,凹凸不平。还有的栏杆的生产过程中,出现粘钢并有结疤的现象这是因为不锈钢生产厂家的设备和工艺不够精细。
三、看表面是否有折线
经过精细工艺打磨后,不锈钢栏杆表面的纹理是有规则的。若是形成了各种不规则的折线,这说明不锈钢栏杆在生产的过程中,厂家只追求数量,不注重质量,压下的量偏大,从而在轧制时产生折叠,强度也大大的下跌。
四、看表面是否有裂纹
判别不锈钢栏杆的优劣,还可以看它的表面是否有裂纹。优质的不锈钢栏杆表面是完好无损的,没有裂纹。而劣质的不锈钢栏杆用土坯料做原料,使得生产过程中栏杆出现裂纹。
五、看截面形态
仔细观察不锈钢栏杆的截面,还可以看出该生产厂家的实力。一个注重生产工艺的不锈钢栏杆生产厂家,其截面是非常平整的,不会出现凹凸不平的现象。


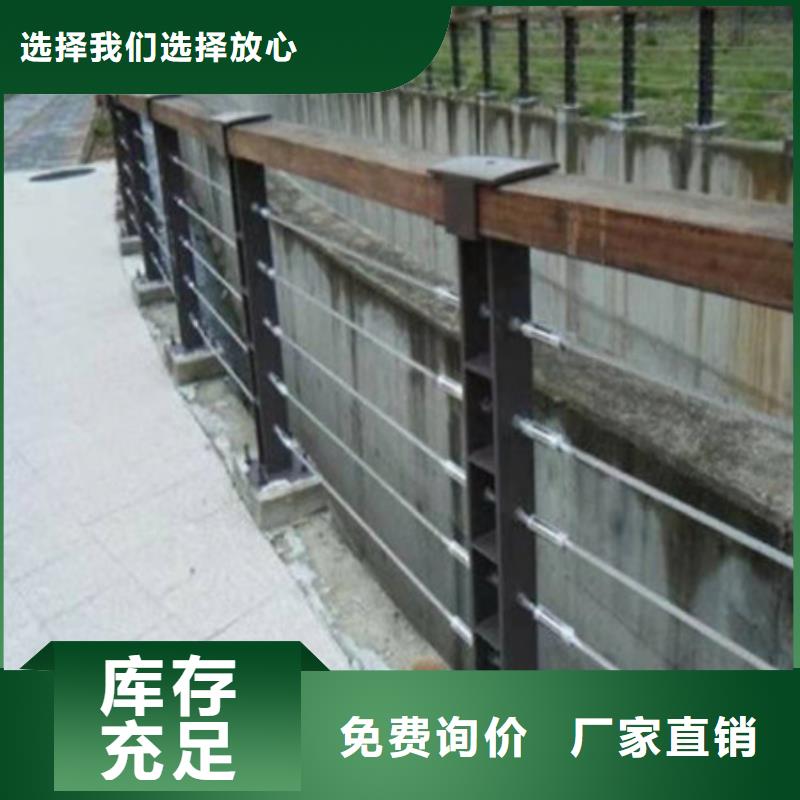
桥梁防撞栏杆在进行维护的过程中要注意的问题?
(1)当防撞栏杆被撞受损时,为确往车辆能通行,我们需要采用施工机械和材料及时对已损坏的波形护栏进行修复,恢复波形护栏原有的防护功能,隐患,为道路提供良好保障。从养护中发现,工程建设期间,当波形护栏与通、监控管道同时位于公路两侧或中央分隔带时,应特别做好两个项目的衔接工作,避免安装波形护栏柱时将已埋设的管道击破,影响管线的安装。
(2)为了桥梁栏杆的美观,我们还须需要定期对波形护栏进行清洗维护。 由于人工清洗波形护栏劳动强度大、工作效率低,而且对养护工人造成威胁。目前一般采用专门的车辆改良装备进行每周清洗维护。
(1)当防撞栏杆被撞受损时,为确往车辆能通行,我们需要采用施工机械和材料及时对已损坏的波形护栏进行修复,恢复波形护栏原有的防护功能,隐患,为道路提供良好保障。从养护中发现,工程建设期间,当波形护栏与通、监控管道同时位于公路两侧或中央分隔带时,应特别做好两个项目的衔接工作,避免安装波形护栏柱时将已埋设的管道击破,影响管线的安装。
(2)为了桥梁栏杆的美观,我们还须需要定期对波形护栏进行清洗维护。 由于人工清洗波形护栏劳动强度大、工作效率低,而且对养护工人造成威胁。目前一般采用专门的车辆改良装备进行每周清洗维护。



内蒙古锡林郭勒防撞立柱是我们目前生产的很先进的一款性价比很高的产品,真的是物美价廉,所以大家有项目需要 内蒙古锡林郭勒防撞立柱的话一定要认准 金立恒金属制品有限公司。

不锈钢复合管的焊接要点及注意事项
1.应采用具有垂直外部特性的电源,DC应采用正极性(焊丝连接负极)。
2.桥梁防撞护栏采用氩弧焊焊接,具有焊缝成形美观、焊接变形小的特点。
3.保护气体是纯度为99%的氩气。当焊接电流为50-50 A时,氩气流速为8-0 L/min,当电流为50-250 A时,氩气流速为2-5 L/min。
4.钨电极从气体喷嘴伸出的长度好为4-5~6mm,在角焊等屏蔽不良的地方为2-3 mm,在深槽的地方为5-6 mm,从喷嘴到工件的距离一般不超过5mm。
5.为了防止焊接气孔、任何铁锈、油污等的发生。焊接上的零件必须清理干净。
6.焊接普通钢时,焊接电弧长度宜为2 ~ 4毫米,焊接不锈钢时,焊接电弧长度宜为3毫米。如果太长,保护效果不好。
7.打底时,为了防止底部焊道的背面被氧化,背面也需要用气体保护。
8.为了用氩气很好地保护焊池,便于焊接操作,钨极中心线与焊接位置的工件一般应保持80 ~ 85度角,填充丝与工件表面的夹角应尽可能小,一般为0度左右。
9.防风和通风。有风的地方,请采取措施堵塞网,并在室内采取适当的通风措施。
