


联系我们

当前位置:
沧州 钢兴钢管
有限公司 >百色本地产品动态
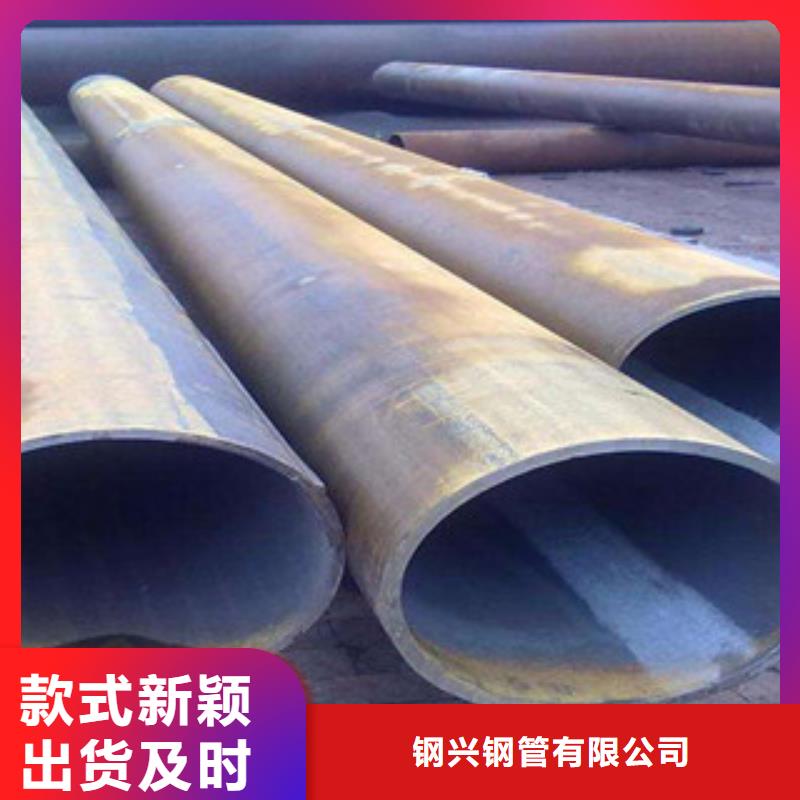
直缝管【热扩管】让利客户
更新时间:2024-11-06 14:28:15 浏览次数:5 公司名称:沧州 钢兴钢管 有限公司
以下是:直缝管【热扩管】让利客户的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管【热扩管】让利客户的图文视频





直缝管【热扩管】让利客户,钢兴钢管
有限公司为您提供直缝管【热扩管】让利客户,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,请联系钢兴钢管
有限公司,发货地:沧州风化店乡后枣园工业区发货到广西省 百色市 右江区、田阳区、田东县、平果市、德保县、靖西市、那坡县、凌云县、乐业县、田林县、西林县。 广西壮族自治区,百色市 2022年,百色市生产总值1729.10亿元,按不变价格计算,比上年增长4.2%。
为了给您提供更的直缝管【热扩管】让利客户产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:直缝管【热扩管】让利客户的图文介绍
在激烈的 广西百色合金管市场竞争中我们期待与您携手乘风破浪,互惠互利实现双赢共同发展。 广西百色合金管产品曾在广西百色质检局的抽检中多次受到好评,多种产品获得各种奖项。本着“客户至上,品质如一”的服务宗旨,钢兴钢管 有限公司成立伊始就成立了售后服务体系,为我公司的客户提供完善的服务。



直缝管是指焊缝与钢管纵向平行的钢管。一般也称为直缝焊管或直缝钢管。直缝管是通过高频焊接机组将一定规格的长条形钢带卷制并采用直缝焊接而成。直缝管规格用公称口径表示,按壁厚可分为薄壁直缝管和厚壁直缝管两种。按形状可分为圆形、方形或异形管等。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。



UOE工艺:
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。


钢管焊缝检查工作及形成焊缝缺陷原因
1、焊缝检查
焊接工序完成后,要检查焊缝的外观,一般来说,钢管焊缝的表面应该是光滑的,不得有裂纹,此外,焊缝的融合状况也是检验焊缝的一个标准,如果焊缝上有气孔、夹渣等,则证明焊缝的融合状况不理想,即焊缝存在缺陷。
2、焊缝缺陷形成原因分析
焊缝缺陷的形成原因有很多方面,主要有: ,焊接时,未将两个工件焊透,这很大程度上时由于焊接物表面有杂质,或者是焊接物开日太大以及焊接的速度过快等原因形成的。第二,气孔,焊接时的速度和电流大小都对气孔的形成有影响,焊条没有摆正方位也会造成焊接气孔的产生。第三,在焊缝中,如果存在一些化学杂质如磷、硫等,会形成焊缝,并且,焊接时热力太过几种,焊接完成后冷却过快都会造成工艺缺陷。
1、焊缝检查
焊接工序完成后,要检查焊缝的外观,一般来说,钢管焊缝的表面应该是光滑的,不得有裂纹,此外,焊缝的融合状况也是检验焊缝的一个标准,如果焊缝上有气孔、夹渣等,则证明焊缝的融合状况不理想,即焊缝存在缺陷。
2、焊缝缺陷形成原因分析
焊缝缺陷的形成原因有很多方面,主要有: ,焊接时,未将两个工件焊透,这很大程度上时由于焊接物表面有杂质,或者是焊接物开日太大以及焊接的速度过快等原因形成的。第二,气孔,焊接时的速度和电流大小都对气孔的形成有影响,焊条没有摆正方位也会造成焊接气孔的产生。第三,在焊缝中,如果存在一些化学杂质如磷、硫等,会形成焊缝,并且,焊接时热力太过几种,焊接完成后冷却过快都会造成工艺缺陷。



直缝管【热扩管】让利客户,钢兴钢管
有限公司为您提供直缝管【热扩管】让利客户产品案例,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:风化店乡后枣园工业区。