


联系我们

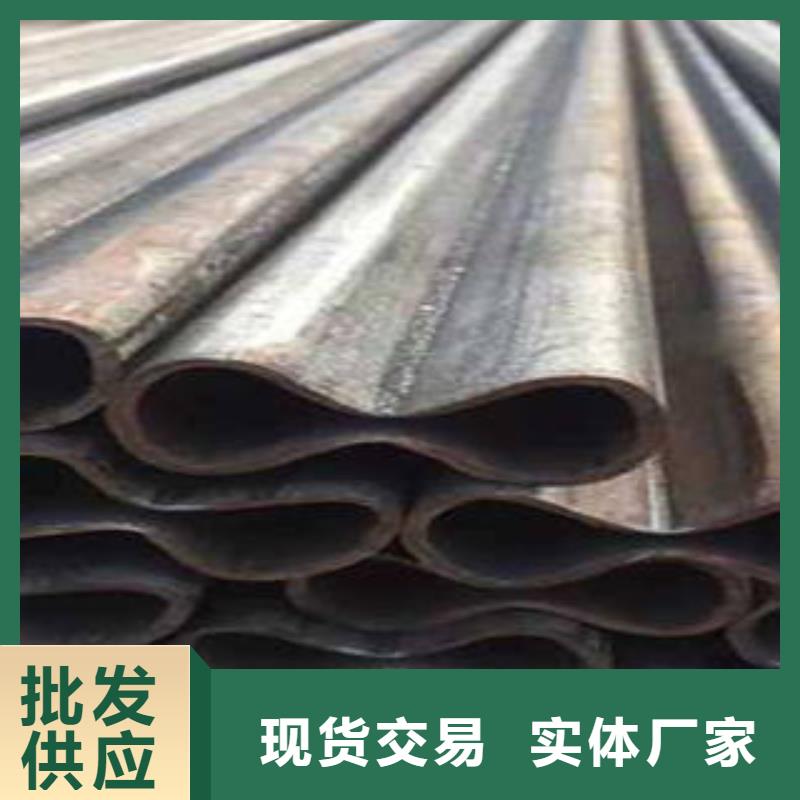
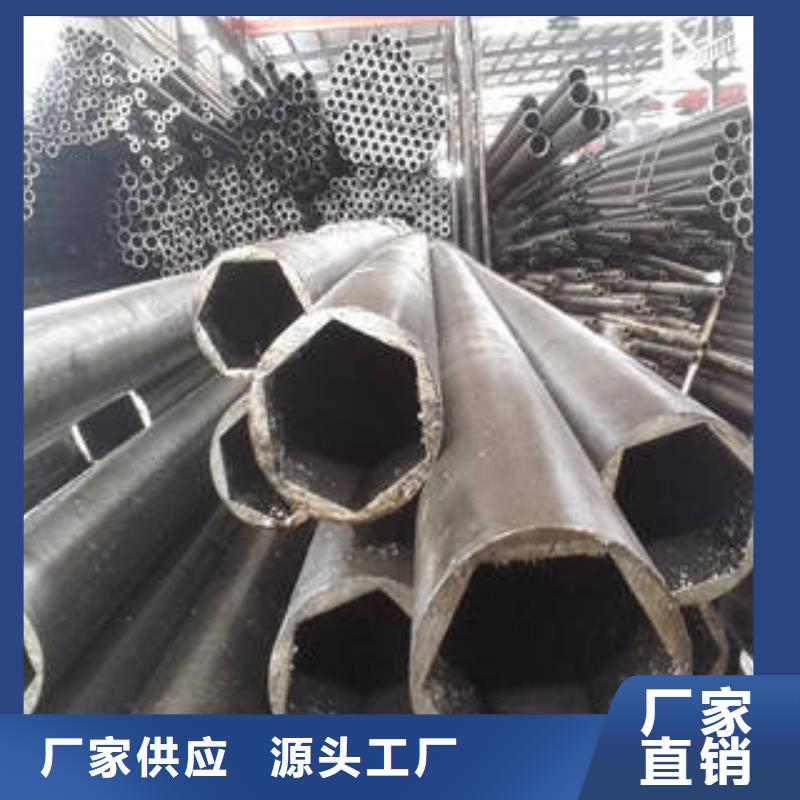
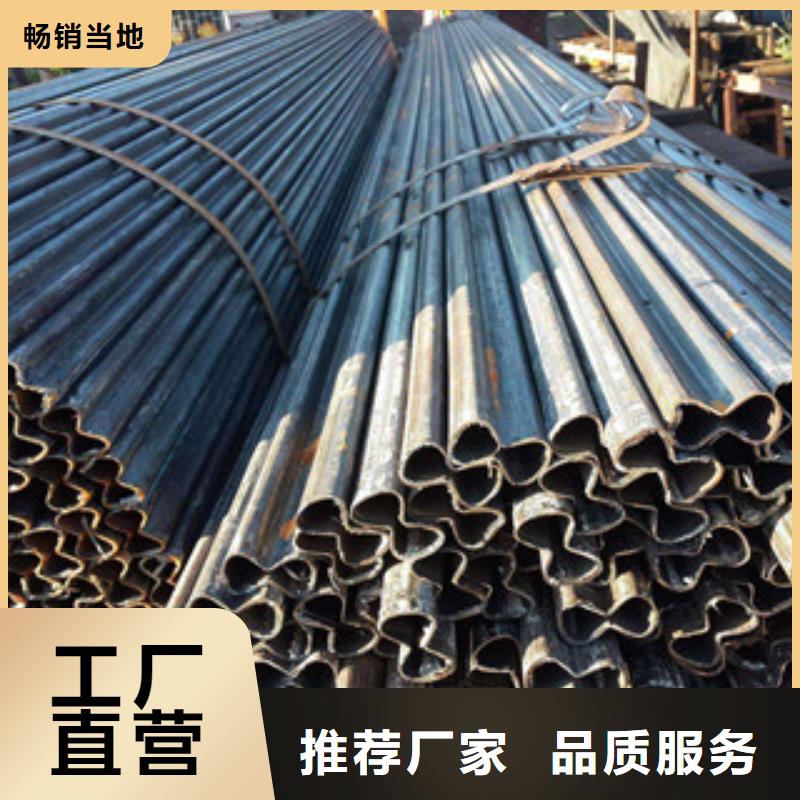
异型管_异型钢管实拍展现
更新时间:2024-12-27 14:13:24 浏览次数:8 公司名称:聊城 浩融金属制品厂有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 浩融金属 |
| 产地 | 山东 |
| 是否进口 | 否 |





浩融金属制品厂有限公司位于开发区蒋官屯工业园,主要经营 黑龙江牡丹江钢板,本公司集设计研发、生产、销售、售后服务、技术支持为一体,引进欧洲先进生产设备,致力于为客户提供好的产品和专业的服务。 目前公司生产的产品已经越来越受到海内外市场的欢迎,被欧洲、美洲、澳洲以及中国众多项目认可和采用!


热处理残余力是指管材经热处理后终残存下来的应力,对形状,尺寸和性能都有极为重要的影响。当它超过材料的屈服强度时便引起变形,超过材料的强度极限时就会造成开裂,这是它有害的一面,应当减少和。但在一定条件下控制应力使之合理分布,就可以提高机械性能和使用寿命,变害为利。
我们在处理异型管的热处理应力时,应该注意以下六个要点:
(一)当热应力占主导地位时,应力分布为心部受拉、表面受压;当异型管的组织应力占主导地时应力分布为心部受压、表面受拉。
(二)渗碳使表层马氏体开始转变温度点下降,可导至淬火时马氏体转变顺序颠倒。心部首先发生马氏体转变而后才波及到表面,可获得表层残余压应力而提高抗疲劳强度。
(三)复合表面强化工艺可使表层残余压应力分布更合理,可明显提高异型管的疲劳强度。
(四)异型管热处理过程中产生的应力是不可避免的,而且往往是有害的。但我们可以控制热处理工艺尽量使应力分布合理,就可将其有害程度降低到 限度,甚至变有害为有利。
(五)在高淬透性钢件中易形成纵裂,在非淬透性工件中往往形成弧裂,在大型非淬透工件中容易形成横断和纵劈。
(六)渗碳后进行等温淬火可保证心部马氏体转变充分进行以后,表层组织转变才进行。使异型管获得比直接淬火更大的表层残余压应力,可进一步提高疲劳强度。


异型管形状缺陷的九点控制方法
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。

