

想要更直观地了解高铬合金复合耐磨板厂家、8+8堆焊耐磨钢板切割产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:高铬合金复合耐磨板厂家、8+8堆焊耐磨钢板切割的图文介绍
【多麦金属】高锰耐磨耐候钢板生产厂家奉行“抓市场,促管理,讲效益”的质量方针,恪守“诚实守信精心制造污染保护环境以人为本遵规守法持续改进”为宗旨,愿以优良的品牌,合理的 辽宁铁岭堆焊耐磨板价位,热情的服务,真诚与广大客户合作,共创民族工业美好的未来。


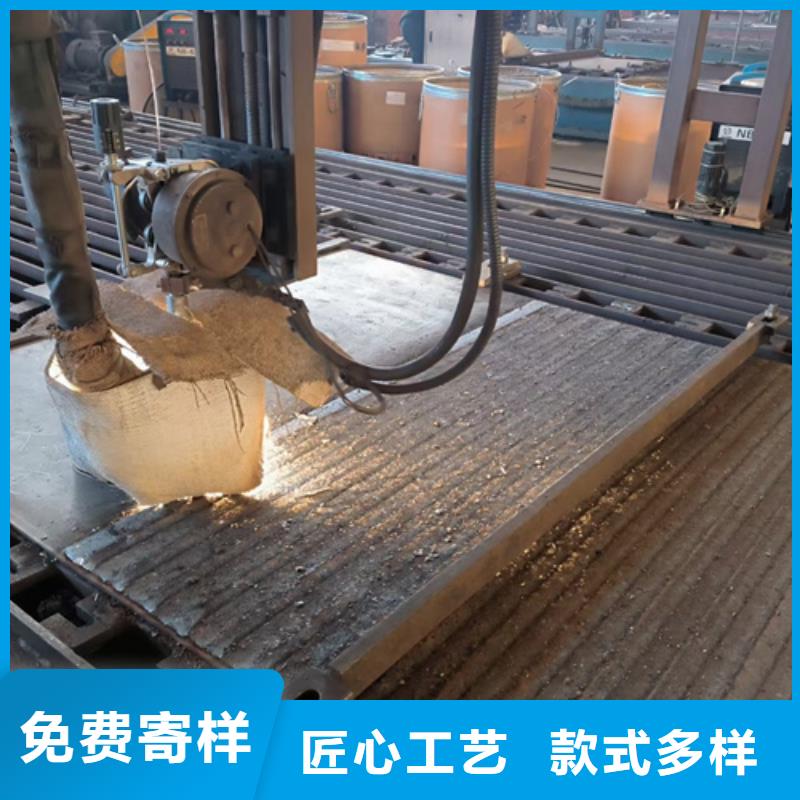
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、辽宁铁岭送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



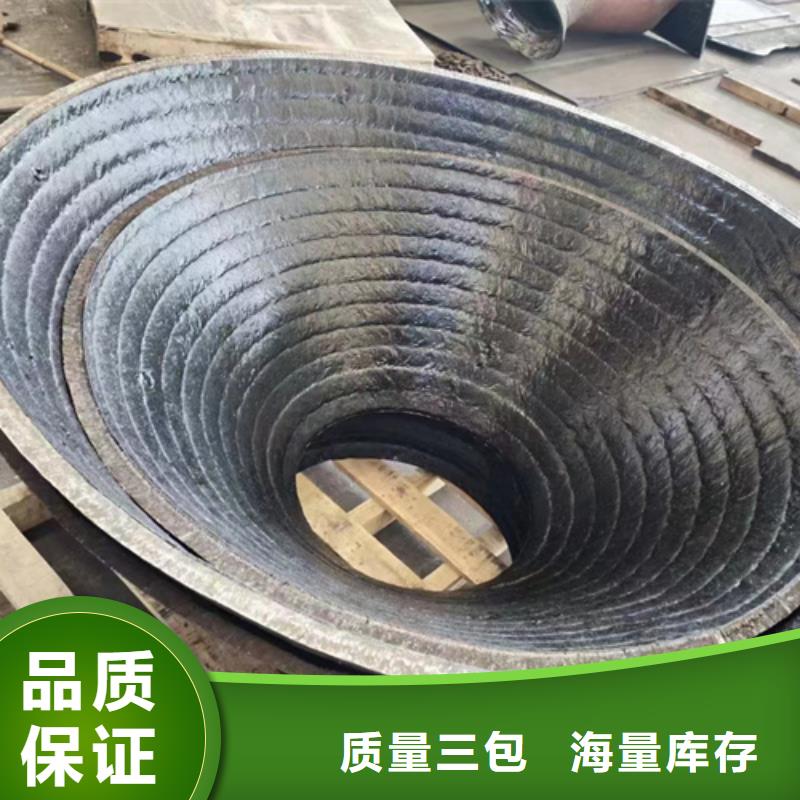
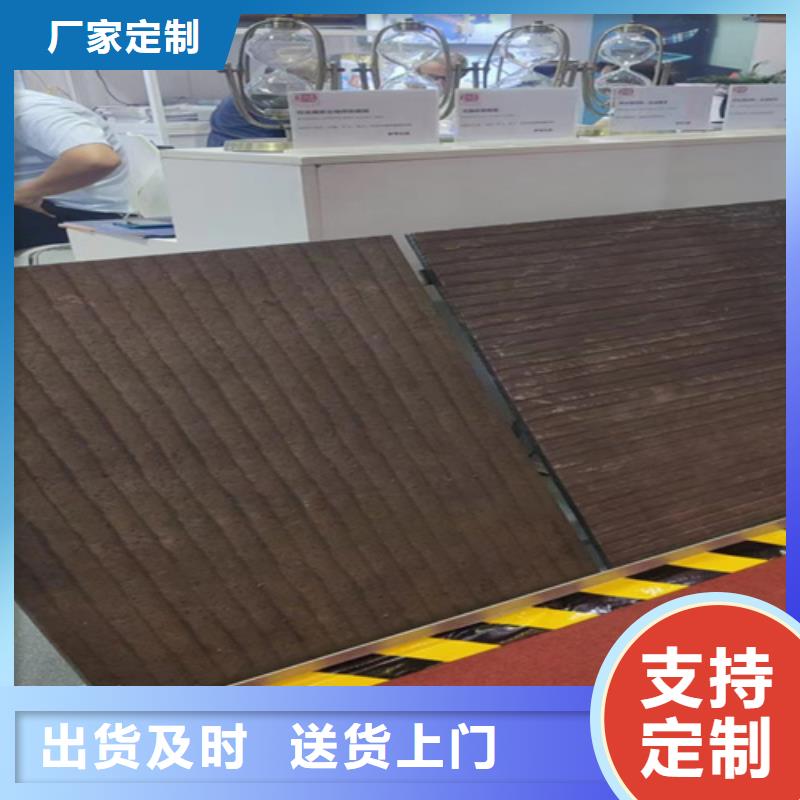
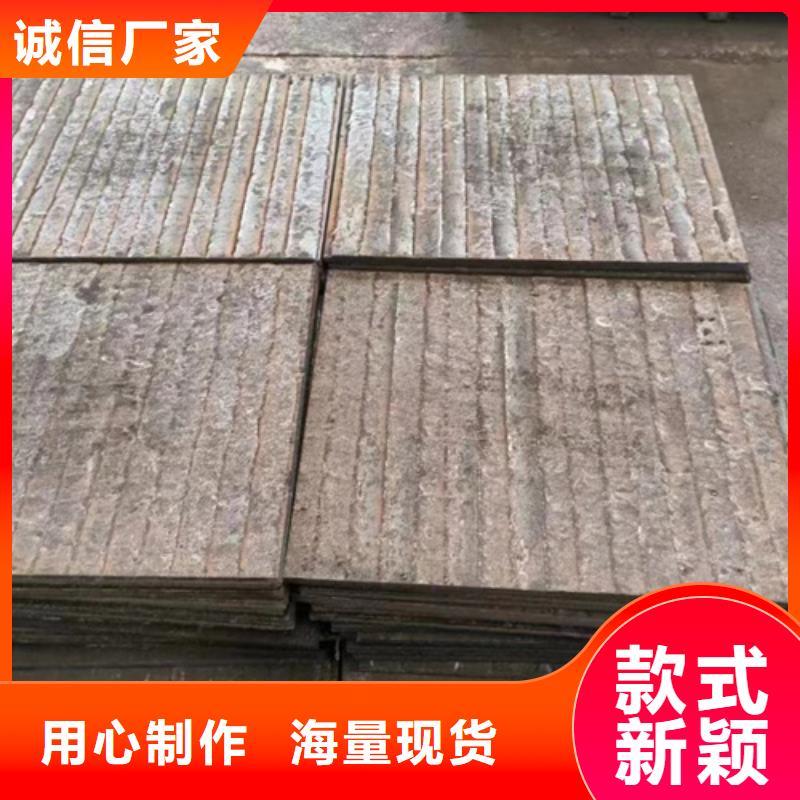
复合耐磨钢板和普通钢板区别很大,复合耐磨钢板是在普通钢板的基础上增加了一层合金耐磨层,一般有两种复合工艺, 种是传统的采用堆焊复合工艺,第二种是采用真空炉熔融复合层; 种堆焊复合工艺是有焊道的,表面不平整有微裂纹,第二种是真空炉熔融工艺,表面光滑平整,无裂纹。复合耐磨钢板和普通钢板完全不是一种钢板,但复合耐磨钢板具有普通钢板的可加工性,如切割、辽宁铁岭同城焊接、辽宁铁岭同城卷曲等,而普通钢板不具有复合耐磨钢板的耐磨性。复合耐磨钢板


KNM60复合耐磨钢板系列分为低合金钢、辽宁铁岭当地中合金钢、辽宁铁岭当地高合金钢。复合耐磨钢板可以通过调整化学成分和热处理工艺获得所需的材料冲击韧性和硬度指标。硬度可达HRC=5。-58,韧性可达ak=15-30J/cm2。矿用刮板输送机在恶劣的生产环境下,不仅会因潮湿、辽宁铁岭当地高温而影响生产,而且煤炭中磷、辽宁铁岭当地硫等物质会对设备进行腐蚀再加上磨料磨损、辽宁铁岭当地疲劳磨损黏损等因素的影响,导致矿用刮板输送机磨损严重无法满足生产需求。可将输送机中部槽内加装KNM60复合耐磨钢板,其耐磨性能比16Mn钢高很多,增加其硬度和耐磨性,可以有效的解决输送机中部槽的磨损问题。



堆焊层硬度测试选用Q235作为基板,焊丝采用相同的焊丝D95、辽宁铁岭当地相同的工艺,在不同厚度δ1的基板上,堆焊不同厚度δ2的堆焊层,进行大面积(大于4.5㎡)的堆焊试验,然后对每种规格堆焊板取样进行检测,其表面硬度的平均值。板的表面硬度随着基板厚度的变化略有变化,主要是检测误差所致,但随着堆焊层厚度的增加,硬度增加较为显著;当堆焊层厚度大于4mm时,不管基板厚度如何,其表面硬度均大于57HRC,达到了板的设计要求,也满足产品对板的使用要求。6、辽宁铁岭当地结语采用明弧焊药芯焊丝堆焊生产复合钢板,与其他工艺方法相比,其工艺过程操作简单方便,堆焊层稀释率低,熔敷,板材整体变形小,堆焊面,强,再加工性能良好。利用该工艺技术生产的板产品,因其具有性能指标、辽宁铁岭当地产品质量稳定、辽宁铁岭当地生产成本较低、辽宁铁岭当地适应性强等特点,在不同的行业广泛应用,具有的市场竞争力,已经被越来越多的板生产企业采用,具有很好的社会经济效益。复合耐磨钢板
