

我们为您呈现了异型管无缝方管厂家案例产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:异型管无缝方管厂家案例的图文介绍


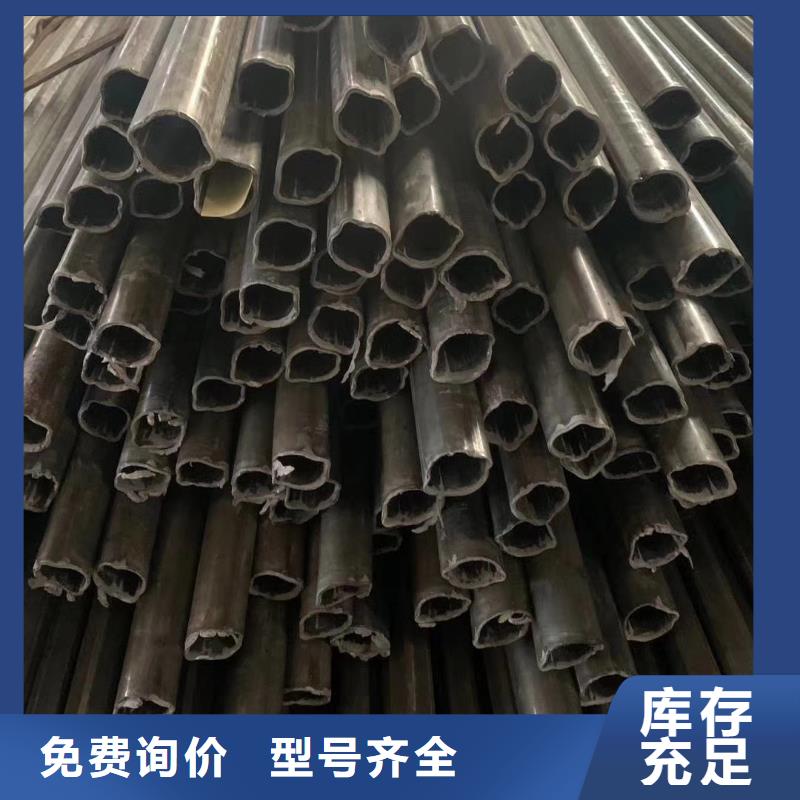
# 异形管的成型方法,其中包括冷拔法、冷轧法、冷弯法、斜轧法、挤压法、推挤法、滚压法、辊拔法、推轧法、连轧法、旋轧法(旋压或横轧法)、热轧法以及联合成型法等。异形钢管尖角的概念虽然符合有关企业标准,但不能满足用户对产品的高质量的要求。新型设计采用了土耳其头四辊轧制整型,由于土耳其头上装的四辊结构相同,四个角的辊缝相等,角部受力状态一致,当轧制力足够大时,角部产生塑性变形使金属填充角部,管的外表面形成了平面与弧面之间的交线--即尖角。异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。 # 异型管主要有形状有等壁厚螺旋定子管、外圆内六角管、外六角内圆管、内外六角管、扇形管、梅花管、菱形管、矩形管、梯形管、H型管、工字管、8字管、三角管、方管、椭圆管等。异型钢主要有三角钢、方钢、六角钢、八角钢、葫芦钢、扁钢、V槽钢、半圆钢、凹形钢、凸型钢、锯齿钢、梅花钢、椭圆钢、梯形钢、光圆等各种异型钢。异型管的发展主要是产品品种的发展,包括断面形状、材质和性能。挤压法、斜模轧法和冷拔法是生产异型管的有效方法,它适用于生产各种断面和材质的异型管材。为了能生产品种繁多的异型管,还必须拥有多种生产手段。20世纪90年代,我国在原来只有冷拔的基础上,又开发出辊拔、挤压、液压、旋轧、旋压、连轧、回转锻造和无模拔等几十种生产方法,并在不断地改进和创造新的设备与工艺。钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。异型管分,异型方管、矩异型管、异型焊管、螺旋焊管,规格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋钢管.螺旋钢管规格,219mm-2020mm,壁厚5mm-20mm.直缝规格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸、102、108、127、133、139、159、168、177、194、219、273、325等规格异型管一般多是指方矩型钢管。 # 异型钢-型钢是钢材四大品种(型、线、板、管)之一。型钢是钢材四大品种(型、线、板、管)之一,是一种广泛使用的钢材。根据断面形状,型钢分简单断面型钢和复杂或异型断面型钢(异型钢)。前者的特点是过其横断面周边上任意点做切线一般不交于断面之中。如:方钢、圆钢、扁钢、角钢、六角钢等;常见异型钢有热轧窗框钢,犁铧钢、汽车车轮挡圈用热轧型钢、履带板用热轧型钢、汽车车轮轮辋用热轧型钢、钢轨、造船用球扁钢、电缆盘钢、刮板钢等等。 #



万盛达钢铁有限公司崇尚“创造价值、合作共赢、持续发展”的经营理念,引进大批高技术人才和管理人才,以提高公司的知识架构和管理水平,从而增加 澳门大口径无缝方管产品的科技含量,确保 澳门大口径无缝方管产品种类推陈出新。公司立志以专业的生产技术和产业优势,凭借越的品质,完善的服务,便捷的交通,快速及时的物流系统在业界赢得良好的口碑,经受 澳门大口径无缝方管市场的考验,赢在中国,走向世界。


冷拨管的应用:冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。 # 螺旋钢管工艺;螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。(9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。 # 浅析异型管拉伸试验的步骤; 拉伸试验是将异型管制成试样,在拉伸试验机上将试样拉至断裂,然后测定一项或几项力学性能,通常仅测定抗拉强度、屈服强度、断后伸长率和断面收缩率。拉伸试验是金属材料基本的力学性能试验方法,几乎所有的金属材料,只要对力学性能有要求,都规定了拉伸试验。特别是那些形状不便于进行硬度试验的材料,拉伸试验成为的力学手段。 # 异型管拉伸试验主要有以下步骤:(一)用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的10格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测一次直径,取其算术平均值作为该处截面的直径,然后选用三处截面直径的小值来计算试件的原始截面面积;(二)根据异型管的拉伸强度和原始标本截面积估计的大负荷,配置相应的摆锤,选择合适的测力度盘;(三)开始试机,使表上升约10mm,为了重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢,调整自动绘图设备;(四)先将异型管样品装夹在上夹头内,再将下夹头移动到合适的夹持位置,后夹紧试件下端;(五)开动试验机,预加少量载荷(载荷对应的应力不能超过异型管材料的比例极限),然后卸载到零,以检查试验机工作是否正常;(六)启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘图设备的图形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,加载速度可以更快。将达到大,遵守“缩颈”的现象。试样断裂立即停止,记录的大负荷值;(七)取下异型管拉伸标本、记录纸;(八)用游标卡尺测量断后标距及缩颈处小直径。


