


联系我们

当前位置:
武汉 华宇诚数控科技有限公司 >鹤岗当地频道中心
数控等离子切割机,不锈钢光纤激光切割机工厂直营
更新时间:2024-12-30 00:58:53 浏览次数:1 公司名称:武汉 华宇诚数控科技有限公司
以下是:数控等离子切割机,不锈钢光纤激光切割机工厂直营的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 最小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
以下是:数控等离子切割机,不锈钢光纤激光切割机工厂直营的图文视频




数控等离子切割机,不锈钢光纤激光切割机工厂直营,华宇诚数控科技有限公司为您提供数控等离子切割机,不锈钢光纤激光切割机工厂直营产品案例,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:武汉江夏区庙山工业园特1号发货到黑龙江省 鹤岗市 向阳区、工农区、萝北县、绥滨县。 黑龙江省,鹤岗市 2022年,鹤岗市实现地区生产总值409.2亿元,人均可支配收入47034元。
准备好领略数控等离子切割机,不锈钢光纤激光切割机工厂直营产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:数控等离子切割机,不锈钢光纤激光切割机工厂直营的图文介绍
逐一精选,万次检测,只为责任,华宇诚数控科技有限公司专注于 黑龙江鹤岗光纤激光切割机床数十年。在公司和客户的共同努力下,逐渐发展成为一家集设计研发、生产加工、代理经销、技术咨询为一体的综合性实力公司。在 黑龙江鹤岗光纤激光切割机床业界拥有良好的口碑。
树行业典范,立质量标杆。华宇诚数控科技有限公司深耕于 黑龙江鹤岗光纤激光切割机床系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支技术过硬、检测、管理完善的生产和服务团队。


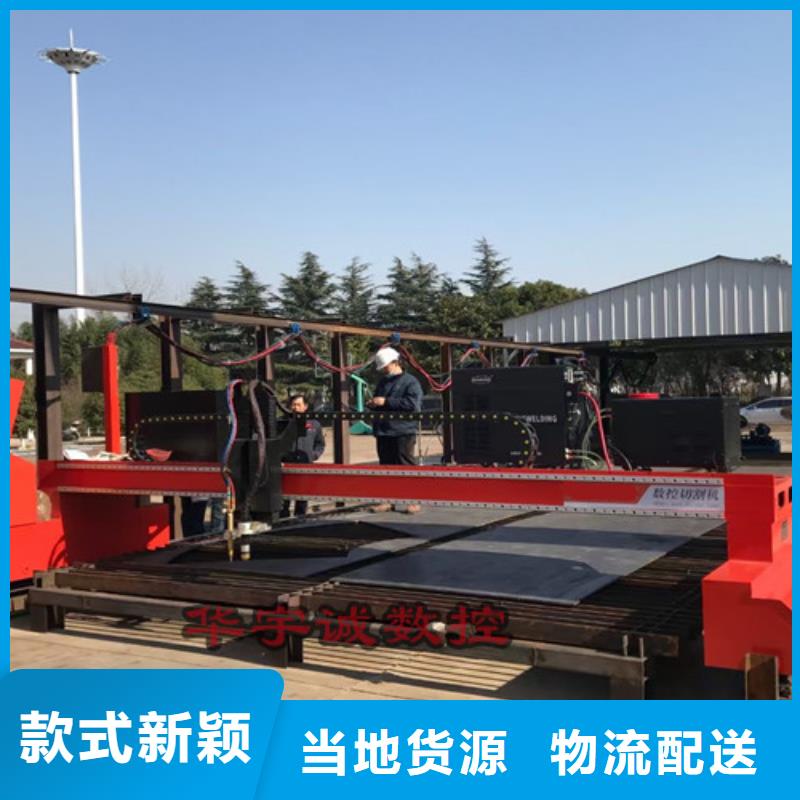
数控等离子切割机定位功能介绍数控等离子切割机相比传统的手工切割而言,其的好处即在于能实现电脑多方位的全自动化操作,而为了保障全程切割的精准性,一定要保证切割轨迹的定位与控制,那么数控等离子切割机是如何实现切割定位的呢?首先,数控等离子切割机是根据事先设定好的轨迹行走进行切割的,为了预知切割图形是否存在误差,可以使用数控等离子切割机划线装置掌握。划线装置是数控等离子切割机中的一个重要功能部件,其主要作用是在钢板表面标记工艺线、图形和件号。工作原理是将高目锌粉通过高温火焰熔化后喷于钢板表面,形成均匀清晰的锌粉线条,这些线条具有一定的耐蚀性和耐磨性。用户可根据加工需要使用,下面武汉耐霸就将就划线装置的作用及特点做如下归纳:1.适用于自动设备和执行各种复杂图形的划线要求2.喷粉划线工作速度0.3~30m/min3.线条宽度0.6~1.2mm,附着厚度0.05~0.20mm4.线条色彩:兰色和白色5.能源输入:氧气4bar,燃气(乙炔、丙烷)0.5bar6.电源:AC24V ,50W7.重量:约4.5kg(含喷粉枪外围件)通过使用喷粉划线枪的作用,可以及时的在切割工件上表面标记工艺线、图形和件号,在未切割工件的前期可以及时调整所绘图形,及时修改,以达到在图形尺寸画错等客观因素情况的影响下误切工件,有效的避免浪费钢材和返工,避免影响生产及效率。数控等离子切割机的切割精度问题一直是让很多企业在选择购买之前很是关心,传统的手工切割加工凭借操作者的经验来控制切割精度,而采用划线装置的数控等离子切割机在其切割精度上可控制在±0.5mm范围内。



数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。


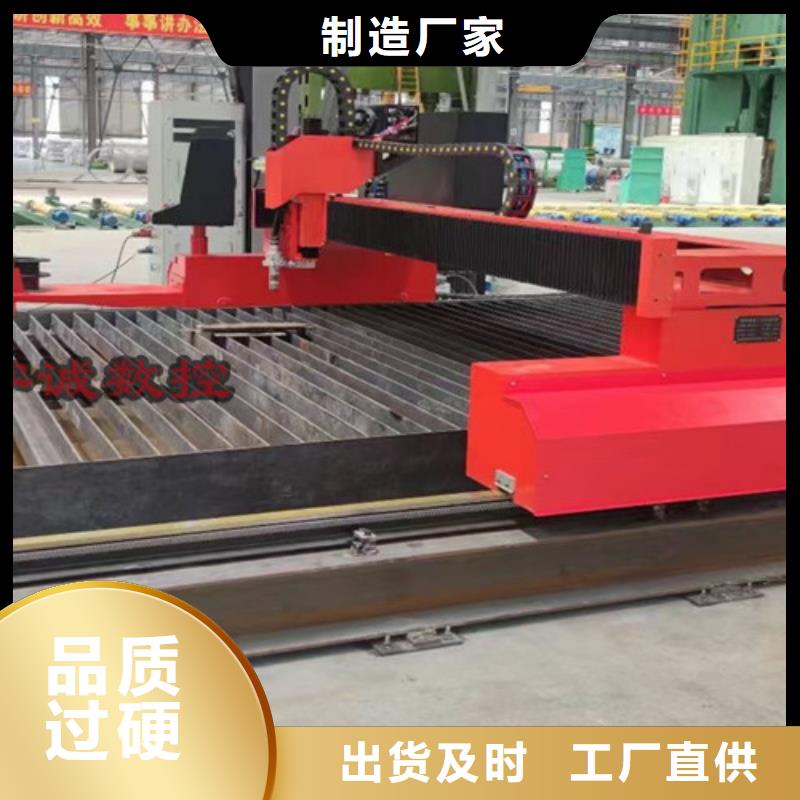
数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)



数控等离子切割机,不锈钢光纤激光切割机工厂直营_华宇诚数控科技有限公司,固定电话:18986290037,移动电话:18986290037,联系人:,QQ:1051088151,江夏区庙山工业园特1号 发货到 黑龙江省鹤岗市。