

想要深入了解【不锈钢管】H型钢快速物流发货产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
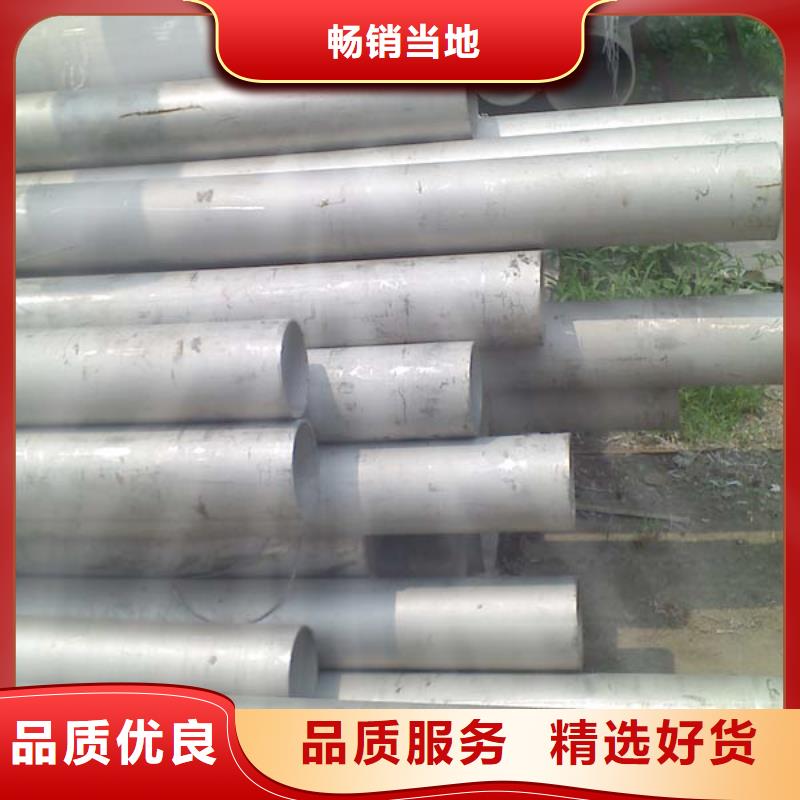
以下是:【不锈钢管】H型钢快速物流发货的图文介绍

“天天都是 3.15”是我们始终遵循的宗旨,坚持以质量求生存、品质求发展,不断开拓创新。国耀宏业钢铁有限公司全体员工以“再铸辉煌”为精神动力与社会各界同仁携手共创 黑龙江工字钢天地,欢迎新老客户莅临我公司参观指导。


15锰氮钢是属于屈服强度为45公斤/毫米2等级的低合金高强度钢。它的化学成分为碳0.12~0.2%、锰1.3~1.7%、硅0.2~0.5%、0.16~0.25%、氮0.014~0.022%等。这种厚壁钢管不仅强度高,而且综合性能也较好,在铁路车辆、桥梁上应用较多。
15锰氨钢的薄板为热轧状态,中厚板多为正火状态。经过气割、电弧气刨、火焰矫正、刨边及卷圆等冷热加工,均未曾发现有不良影响。焊接时,热影响区的淬硬倾向不大,但接头的过热区有脆化现象,所以必须严格控制焊接电流和焊接速度,以免热影响区产生裂缝或冲击韧性降低。
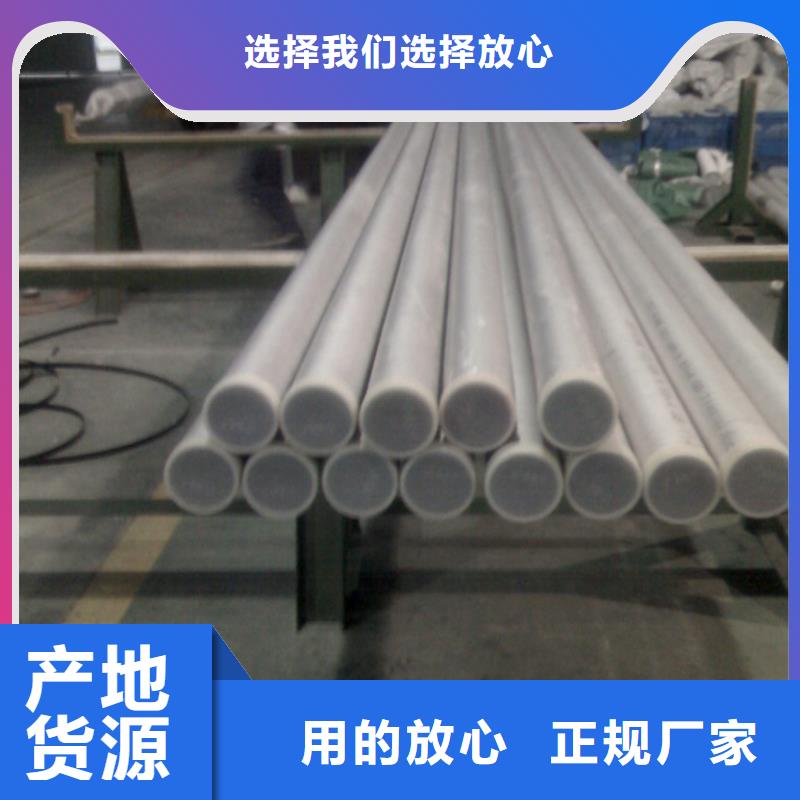
15锰氮厚壁钢管焊接的工艺要点如下;(1)焊条选用通常可用结606、结607、结556及结557等焊条。焊条使用前需经400~420℃、2小时烘干,随用随取。(2)焊前一般不必进行预热,但当厚壁钢管的厚度大于30毫米、施焊处刚性大以及气温低于-10℃时,焊前应预热100-150℃。
(3)严格按照焊条说明书上的焊接电流进行施焊。通常在直径4毫米的焊条时,采用电流为140-180安;在直径5毫米时为180-220安。而且运条速度要适中,不可过快、过慢。(4)操作时尽可能采用多层焊或多层、多道焊。每焊完一层,应立即锤击焊缝,以应力。
叙述了奥地利Linz的-Voest-AlpineAG不锈钢管厂等离子炉设计的现状和计划品种所规定的操作规程。所提供的数据德国Freital特殊材质不锈钢管厂的两台已投产的等离子炉,在Frcital特殊钢厂别进行了和Linz电炉钢厂要求相符合的冶炼顺序。
15锰氨钢的薄板为热轧状态,中厚板多为正火状态。经过气割、电弧气刨、火焰矫正、刨边及卷圆等冷热加工,均未曾发现有不良影响。焊接时,热影响区的淬硬倾向不大,但接头的过热区有脆化现象,所以必须严格控制焊接电流和焊接速度,以免热影响区产生裂缝或冲击韧性降低。
15锰氮厚壁钢管焊接的工艺要点如下;(1)焊条选用通常可用结606、结607、结556及结557等焊条。焊条使用前需经400~420℃、2小时烘干,随用随取。(2)焊前一般不必进行预热,但当厚壁钢管的厚度大于30毫米、施焊处刚性大以及气温低于-10℃时,焊前应预热100-150℃。
(3)严格按照焊条说明书上的焊接电流进行施焊。通常在直径4毫米的焊条时,采用电流为140-180安;在直径5毫米时为180-220安。而且运条速度要适中,不可过快、过慢。(4)操作时尽可能采用多层焊或多层、多道焊。每焊完一层,应立即锤击焊缝,以应力。
叙述了奥地利Linz的-Voest-AlpineAG不锈钢管厂等离子炉设计的现状和计划品种所规定的操作规程。所提供的数据德国Freital特殊材质不锈钢管厂的两台已投产的等离子炉,在Frcital特殊钢厂别进行了和Linz电炉钢厂要求相符合的冶炼顺序。


