


联系我们

粉煤灰库兰炭钢板仓放心选购
更新时间:2024-12-30 04:07:45 浏览次数:6 公司名称: 裕盛钢板仓有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 8888/吨 |
| 发货期限 | 30天 |
| 供货总量 | 999898 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 产品材质 | Q235B-Q355D |
| 发货城市 | 山东聊城 |
| 加工定制 | 可定制 |
| 可售卖地 | 全国各地 |
| 质保时间 | 1年 |
| 适用领域 | 工业、农业等 |
| 产地 | 聊城 |
| 品牌 | 聊城裕盛 |
| 发货周期 | 1-3 |
| 材质 | 钢 |
| 是否全新 | 是 |




裕盛钢板仓有限公司座落在经济技术开发区北城街道,地理位置十分优越,交通方便,物流发达,能快捷方便的将产品运送至全国各地。裕盛钢板仓有限公司是一家专业生产、销售、安装的公司。主要生产【吉林延边【粉煤灰钢板仓】、大型物料钢板库施工、水泥库制造厂家、水泥仓安装、水泥钢板仓报价、大型钢板库制作厂家】。
本厂以客户至上,诚信至上的原则,与多家企业建立了长期的合作关系。
公司以超越自我,追求卓越为宗旨,坚持以用户为标准,以科技为依托,以质量求市场,以管理求效益的经营理念,不断发展壮大,竭诚为用户提供满意的服务。坚持以技术创新为先、以市场为导向、以质量为生命力,取信于客户。 严格按照国际标准品质管理体系实施质量控制,产品在市场上,享有良好的信誉,深受广大客户的青睐。我们将努力打造专业的护栏网企业。裕盛钢板仓有限公司全体员工愿以自己的智慧、人品、产品携手商界同仁共创美好明天!


粉煤灰库的使用性能比普通仓库要好很多。但是很多人都不知道大型钢板仓的知识。比如大型钢板仓的发展以及对它的日常维护,为了让你更好的理解大型钢板仓,下面是一个大型钢板仓制造商就它的相关介绍为您陈述如下: 大型钢筒仓整体性能良好,使用寿命长,远远超过其他筒仓的使用寿命;气密性好、应用范围广的大型钢筒仓;大型钢库建设周期短,造价低;占地面积小,易于管理。大型钢板仓库具有储量大、投资少、工期短、占地小、自动化程度高等特点。大型钢板仓库集装箱容量大,具有独特的仓储结构,一直是仓储集团的主力。
钢板仓每次装填或清空时,都要对仓壁进行变形检查,对支撑腿等敏感部位要特别仔细观察,并做好检查记录存档。每年检查仓库墙面的腐蚀情况。
根据不同的材料和工厂条件,它不仅解决了存储问题淡季水泥和供应短缺的炎热的季节,但也是一种集中使用的水泥、批量传输存储,可以用于机存储,存储或气动管道存储槽。大型钢板仓库是一种新型的负荷储存概念,因此大型钢板仓库是大型水泥散装仓库的一项重大发明,在企业的“节能减排”和环保方面具有更加突出的作用。大型钢板仓在使用水泥熟料和电厂粉煤灰在这个过程中,不仅在高密封存储,通过扩展的存储时间,减少存储损失,减少该地区,而且还可以节省大量投资,将为企业创造更高的经济效益。



料仓物料的熏蒸 大型筒仓群应设制灭杀粮食虫害的熏蒸系统。该系统采用鼓风机将含有一定浓度的有毒的熏蒸气(如甲基溴气)强制循环,密闭熏蒸。该系统主要有风机、加温器、气化槽、气体排出口、粉尘过滤器、滑动阀、溜槽等组成。
(3)仓顶、仓底装卸及输送物料
a.仓顶输送装料 仓顶输送装料一般采用刮板输送机,因为刮板输送机的机壳是封闭式的,可避免卸料时粉尘外扬。在配置仓顶输送设备时,相临两排筒仓可共用一台输送机,输送机卸料口允许布置在筒仓中心的内侧。
b.底仓卸料 底仓卸料有多种形式:① 锥形料斗自流出料形,它可免去强制卸料设备和节省动力,但要求锥斗倾斜角一定要大于45°避免物料结拱堵塞。②流化出料降温型利用流化作用达到出料的目的,它既可以减少工程投资,又能在不需要出料时起到通风降温去潮作用。③平底扫仓型利用旋转耙式卸料机将仓中物料卸出,它可减少土建投资,增加筒仓有效容量。
c.仓底输送设备 仓底卸料器卸下的物料大都采用刮板输送机输送走。在配置上,宜采用一行筒仓下面配备一条输送机。若两行筒仓卸料时共用一条输送机,则需增加筒仓基础的高度, 增加建筑费用,这个费用比增加输送机的费用更高,是不经济的。
粉煤灰库



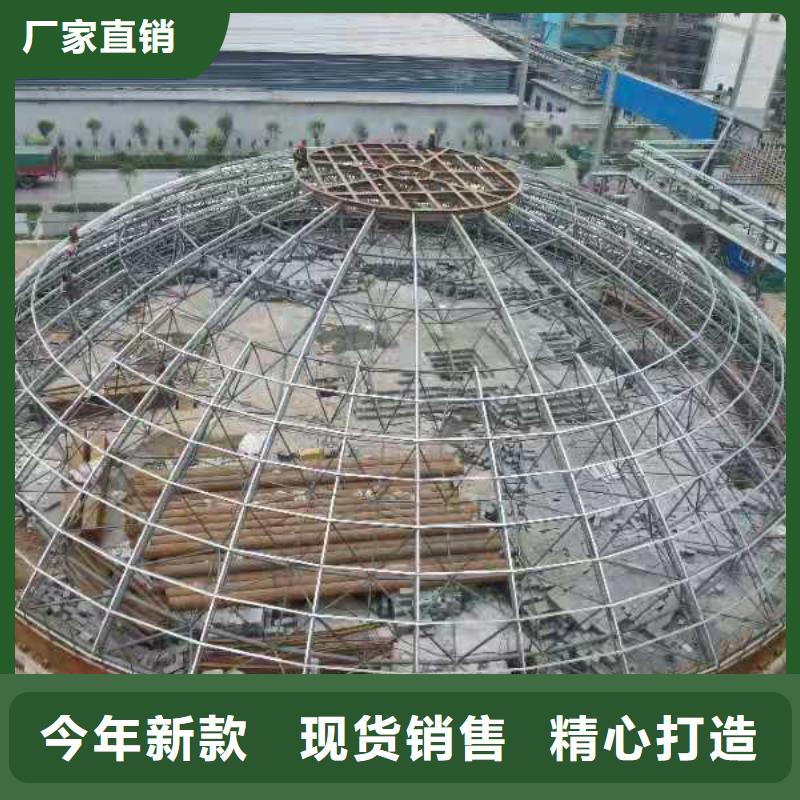
粉煤灰库体变形对应采取措施如下:
1、垫脚槽钢高度保持水平。对平台垫脚槽钢高度进行找平,确保各平台槽钢高度一致,使库体板承受上部荷载均匀,将库体变形将到 。同时,内部吊耳尽量靠近竖向加强肋或环向加强肋,或吊耳根部加方板,增加接触与库体的接触面积,减小库体局部由于受力不均产生的变形。
2、库体板方板时,确保场地平整,钢板平铺,同时度提高等级,放线切割时均由专业人员负责,确保方板度。从而使上下两节库体板间距均匀,减少强力拼合的情况。
3、确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。