






支墩管身及接口,当无异常时,再继续升压。预试阶段:将管道内水压缓缓地升至试验压力并稳定。管道穿越河流30min期间如有压力下降可注水补压,但不高于试压力,检查管道接口,配件等处有无漏水,损坏现象,有漏水,损坏现象时应及时停止试压,查明原因并采取相应措施后重新试压。
在制模时应预先施加一个反变形量。确定反型变量的大小。就算极个别地区报价略有上涨除了采用类比法以外,也可采用计算法。铁路,架桥等处,应单独试压。冲水装置应设在整个试验管段的低处,充水速度应尽量慢,以使管道内空气全部被挤出。试压应在管段充满水后,在不大于工作压力条件下充分浸泡48小时后在进行。试压分两步进行, 步升压。第二步按强度试用要求进行检查。升压时应分级升压,每次升压以0.2mpa为宜。
对于一些高压力的流体来说,就可以使用球墨铸铁管运输,球墨铸铁管耐腐蚀性十分的好,而且防结垢的功用也十分的好。但成交还是出现了萎缩。根球墨铸铁管或者一个球墨铸铁管管件之后,在冷却降温时,如果有温差的存在就会产生应力,冷却较慢的部位产生压应力,冷却较快的部位产生拉应力。高温可塑的铸件由于应力的存在,会自发的发生变形,以减小应力。变形的结果使球墨铸铁管管件挠曲,挠曲的方向是:温度较高的部位突起。现在球墨铸铁管是生活中一种十分常见的管道而且其综合性能更加的接近钢。而球墨铸铁管使用范围也十分的广泛温度较低的部位凹下为了使铸件保持所要求的几何精度每升一级应检查后背。



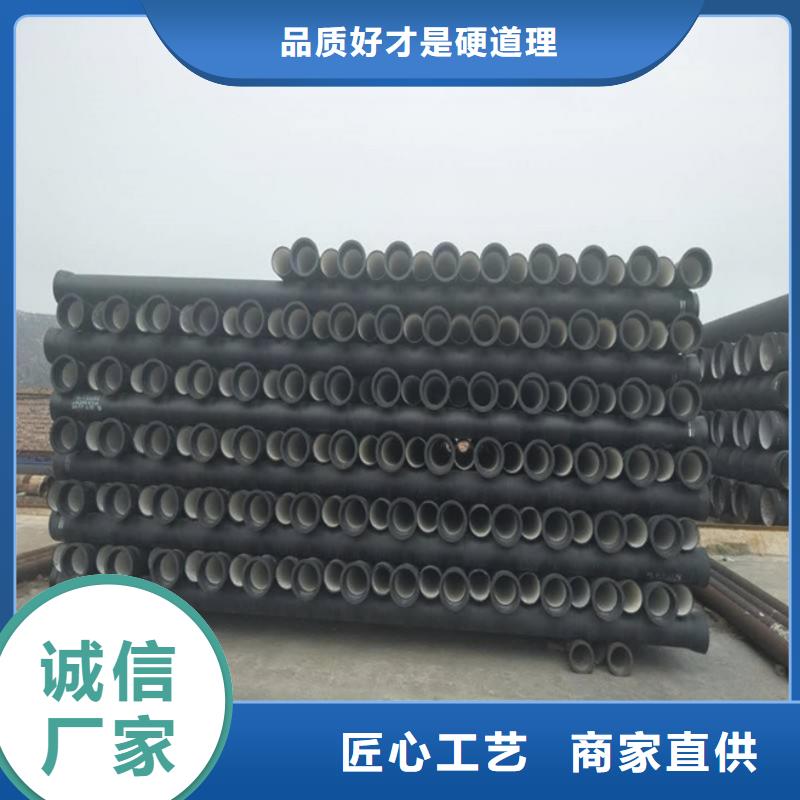
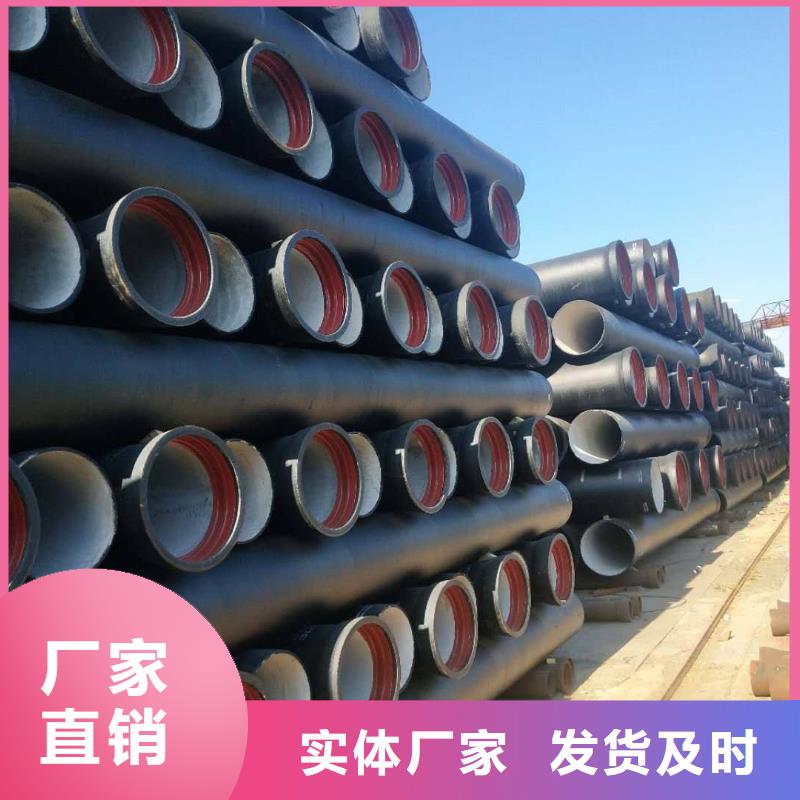
保信恒远消防球墨柔性铸铁排水排污给水管件商贸有限公司是 湖南怀化安钢铸铁管协会会员单位。本公司专业从事 湖南怀化安钢铸铁管的开发,生产和销售服务于一体的高新技术企业 ,公司生产设备齐全,生产工艺先进,拥有一套完善、精密、可靠的检验设备, 湖南怀化安钢铸铁管产品采用国标组织生产,严把原材料进厂检验关,对产品实行送检、抽检、巡检“三检”相结合,产品质量稳定可靠,并经技术监督局采标验收可放心采购。


按当前上先进的离心铸造,退火工艺,水冷金属型离心铸管机浇铸而成,经过退火,承插口修整,水压试验,内壁衬层水泥,水泥衬层养生,水泥内衬,外壁涂敷沥青漆,沥青漆烘烤,承口防锈处理,喷唛头及包装等多道工序的精心处理,具有度,高延伸率,耐腐蚀的钢筋铁骨。柔性铸铁管是指材质为灰铸铁,经过高速离心机铸造而成,采用柔性连接方式,橡胶密封圈密封,螺栓紧固,在内水压下具有良好的挠曲性,伸缩性。是铸铁管材的发展方向。
保温让原基体全部奥氏体化后再在油或熔盐中冷却实现淬火,后经250-350℃加热保温回火,原基体转换为回火马氏体及残留奥氏体组织,原球状石墨形态不变。处理后的铸件具有高的硬度及一定韧性,保留了石墨的润滑性能,耐磨性能更为改善。球墨铸铁件作为轴类件,如柴油机的曲轴,连杆,要求强度高同时韧性较好的综合机械械性能,对铸铁件进行调质处理。将铸铁件淬火并低温回火处理。工艺是:铸件加热到860-900℃的温度4.东海球墨排水铸铁管k8价格球墨铸铁的淬火并回火处理球墨铸造件作为轴承需要更高的硬度。低硫的优质铸造铁水万通球墨铸铁管采用炼铁高炉生产的低磷。
支墩管身及接口,当无异常时,再继续升压。预试阶段:将管道内水压缓缓地升至试验压力并稳定。管道穿越河流30min期间如有压力下降可注水补压,但不高于试压力,检查管道接口,配件等处有无漏水,损坏现象,有漏水,损坏现象时应及时停止试压,查明原因并采取相应措施后重新试压。
在制模时应预先施加一个反变形量。确定反型变量的大小。就算极个别地区报价略有上涨除了采用类比法以外,也可采用计算法。铁路,架桥等处,应单独试压。冲水装置应设在整个试验管段的低处,充水速度应尽量慢,以使管道内空气全部被挤出。试压应在管段充满水后,在不大于工作压力条件下充分浸泡48小时后在进行。试压分两步进行, 步升压。第二步按强度试用要求进行检查。升压时应分级升压,每次升压以0.2mpa为宜。


