

企业文化是保持企业基业常青的根本。鑫铭万通商贸有限公司在推进企业发展的同时,适时地对企业文化进行了梳理,在继承和创新的基础上,提炼出以追求完美永创佳绩为核心价值观的企业文化。公司成功探索、创造了利用引进技术与自我发展相结合的模式,以不畏艰险的开拓精神、令人瞩目的发展成就,把完美刻进了企业的历史进程。随着 江西萍乡喷漆无缝管市场环境的变化,追求完美更是公司坚定的信念、前进的动力。


双金属耐磨板质高价低
双金属耐磨板焊接工艺的关键
采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。
双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应特别注意以下几点:
① 焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。
② 定位焊道长度应不小于40mm。



江西萍乡自古以来在国内享有“【江西萍乡喷漆无缝管】之乡”之美誉。具有历史悠久,技术先进,管理完善,生产发达的【江西萍乡喷漆无缝管】行业。我们的【江西萍乡喷漆无缝管】产品则发展了这一优势,在积累了多年设计、制造的基础上,采用了新结构,新技术,新工艺和优质的【江西萍乡喷漆无缝管】材料,鑫铭万通商贸有限公司的【江西萍乡喷漆无缝管】产品具有设计合理,价格优惠的特点。



双金属复合衬板的焊缝余高控制
主要阐述了控制输送用埋弧焊双金属复合衬板内、外焊缝余高的重要性。焊缝的余高大,则焊缝的应力集中系数大,容易形成应力腐蚀裂纹。外焊缝余高大,不利于防腐;内焊缝余高大,将会增加输送介质的能源损失等。
埋弧焊双金属复合衬板对焊接质量的评价,首先是看内、外焊缝的余高及其形状控制得好不好,焊缝流线是否规整。焊缝余高大且不是圆滑过渡过,则焊缝焊趾部位的应力集大系数大,对抗SCC不利。此外,外焊缝余高大,会给管子的陈记腐作业增加难道,成本增高;内焊的余高大,则对管道输送介质的摩擦阻力大,管输耗能也就大。因此,在生产埋弧双金属复合衬板时,必须控制内、外焊缝的余高。API 5L 标准中规定的焊缝余高只是 标准,而油气输送管线和海洋用管均将焊缝余高控制在2.5mm以下。


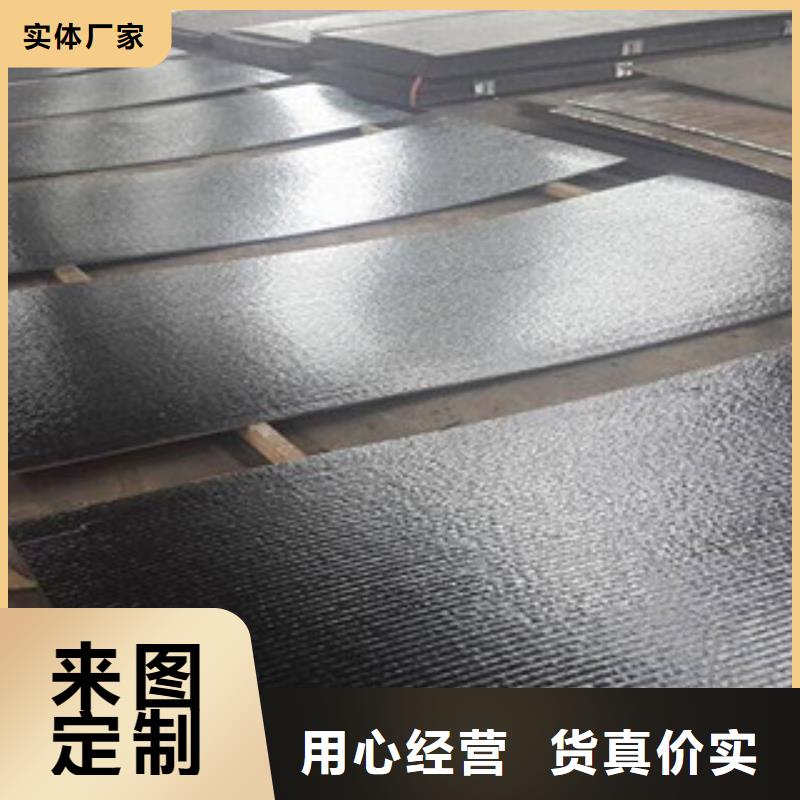
研究表明,堆焊层的裂纹数量越多,越细小,分布越广 ,则堆焊复合耐磨板焊接应力释放的越彻底,母板焊后变形越小,应用中越。
另外,堆焊复合耐磨板若表面没有裂纹或很少的裂纹,则视为不合格产品,这是因为堆焊层表面硬度和耐磨性没有达到技术要求。
但是我公司为了迎合市场需要,生产了高铬合金板与普通基板复合而成的堆焊复合耐磨板,其表面没有裂纹是因为生产工艺不同。天津鑫铭万通焊割机械有限公司高品质零配件,我们追求每一局部、细节的完美,只有高品质,才能铸就高性能整机。我们相,表里如一才是好的产品。



