



产品视频展示,助您洞悉镀锌管-C型钢厂家直销放心产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
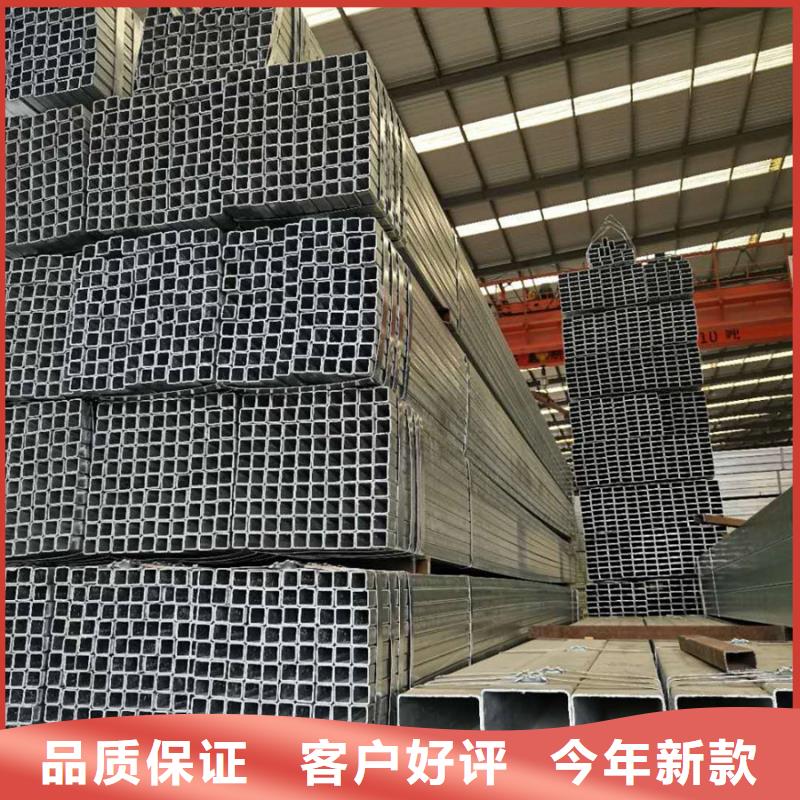
以下是:镀锌管-C型钢厂家直销放心的图文介绍

只要来苏沪金属制品有限公司签订 广西玉林09CuPCrNiA钢管订货合同成功的客户,合同合计金额达到10w元以上的,立减1000元现金,做为感谢客户对我们公司 广西玉林09CuPCrNiA钢管产品的信任与支持。凡是我们公司 广西玉林09CuPCrNiA钢管产品的客户,全部免费上门安装、调试、培训,保证客户正常使用。


广西玉林镀锌管在含有耐磨材料的研磨抛光液中,压在待生产加工的钢件表层,进行高速跑步和健身锻炼。 使用这项技术可以达到各种研磨和抛光方法的 水平。 光学激光磨刀器经常使用这种方法。 化学抛光是使友发镀锌管外表面经济凸部优先于有机化学物质中的凹部熔化,从而获得光滑的表面。 这种方法的主要优点是不需要复杂的机械设备,能够研磨和抛光复杂的钢件,并且能够额外研磨和抛光许多钢件,效率高。 化学抛光的关键挑战是抛光液的配置。 化学抛光得到的粗糙度一般为几位数。 华尔钢Q345B镀锌焊管化学抛光的基本概念与化学抛光相同,即通过选择性地熔化原材料的一部分表层,使表层光滑、干净。 与化学抛光相比,可以去除负极反射的危害,实际效果好。冷光整平,阳极氧化电极化,提高表面光泽度。 将友发镀锌管放入耐磨材料混合物中,工作时将超声波放在一起。 借助超声波振动作用,在钢材表面切割、打磨和抛光耐磨材料。超声波生产加工宏观经济实力不大,不易造成钢件变形,但工装生产安装困难。 在水溶液蚀刻和电解的基础上,释放超声波振动搅拌水溶液,使钢材表面的熔融物去除,表面周围的蚀刻液或电解液均匀; 超声波在液体中的空化效应也可以抑制浸入。



广西玉林制造大口径直缝埋弧镀锌方管的成型方法有UOE成型法、排辊成型法成型等。 对于大多数成型方法, 的工序是扩大焊接管坯的全长,以提高焊接管的质量。 扩径已成为大口径直缝镀锌方管生产中保证成品管质量的重要工序。 扩径是利用液压或机械手段从钢管内壁加力,使钢管径向向外扩径的压力加工工艺。 机械方法比液压方法更简单、更有效。 广西玉林镀锌管应用于世界上 进的几条大口径直缝镀锌方管道扩管工艺。 花瓣的扇形块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形过程。 分5个阶段和初滚圆阶段:扇形块打开,直到所有扇形块接触钢管内壁。 此时,阶梯范围内钢管内管各点的半径几乎相同,钢管初步圆整。 公称内径阶段:扇形块从前面位置开始减速运动,直到到达要求的位置,即有质量要求的成品管的内圆周位置。



广西玉林热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。
