以下是:异型管冷镀锌管支持加工定制的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/米 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 9998 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1 |
|---|
| 材质 | 异性管 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 万盛达 |
|---|
以下是:异型管冷镀锌管支持加工定制的图文视频
异型管冷镀锌管支持加工定制_万盛达钢铁有限公司,固定电话:13310655558,移动电话:13814281222,联系人:陈经理,QQ:13310655558,聊城经济开发区发货到宁夏 银川 发货到 宁夏银川。 银川市 银川市地处中国西北地区、宁夏平原中部,介于北纬37°29′~38°53′,东经105°49′~106°53′之间,东踞鄂尔多斯西缘、西依贺兰山,黄河从市境穿过。地形分为山地、平原两大部分,属温带大陆性气候。银川是古丝绸之路商贸重镇,宁夏的军事、政治、经济、文化、科研、交通和金融中心,宁蒙陕甘毗邻地区中心城市,沿黄城市群核心城市,中蒙俄、新亚欧大陆桥经济走廊核心城市,是向西开放的窗口。
想要一睹异型管冷镀锌管支持加工定制产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:异型管冷镀锌管支持加工定制的图文介绍


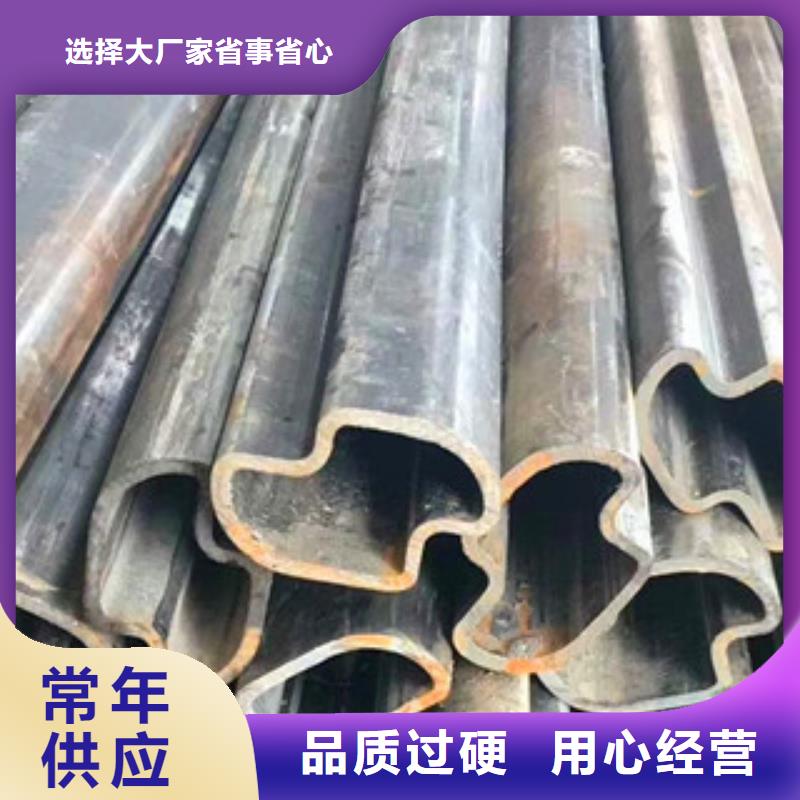
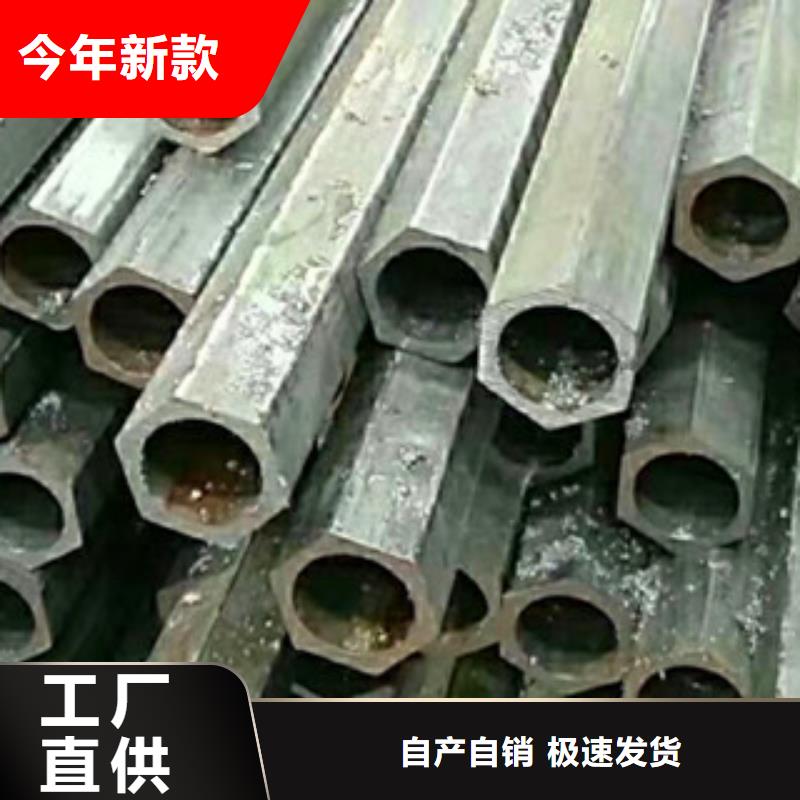
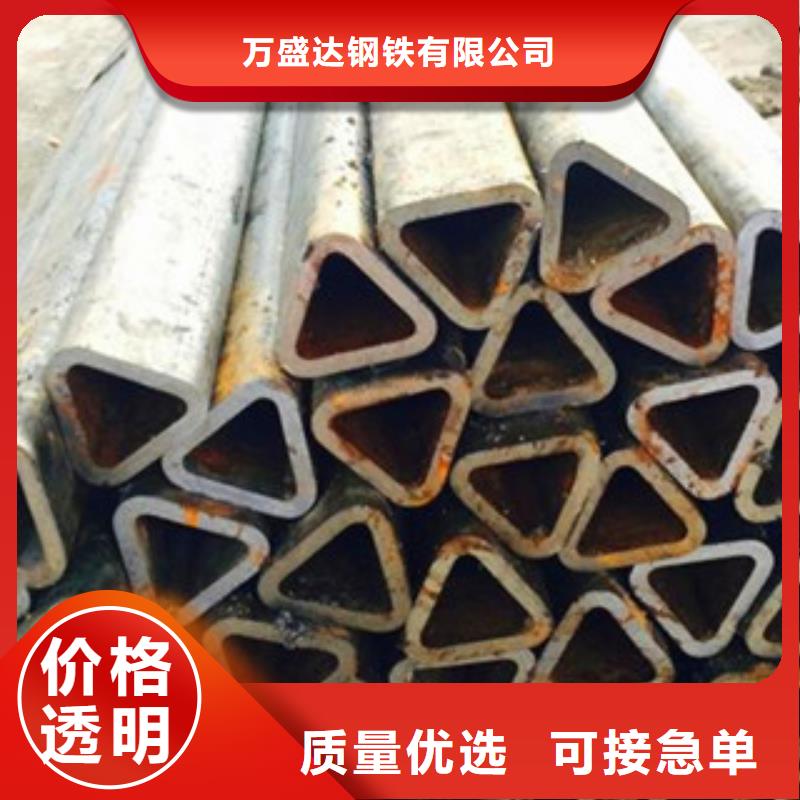
工艺要求进行等温淬火的异型管有的可不进行回火处理。但对于部分淬火的异型管,其内部残留奥氏体将会在随后的空冷过程中转变为马氏体,因此必须进行回火处理,目的是无缝钢管脆性和稳定尺,需要注意的是回火温度应低于等温温度。钢种限制如对碳素无缝异型管等淬透性较低的钢种进行等温淬火,应当适当提高淬火加热温度,增加奥氏体的稳定性,避免和防止在等温过程中发生高温非贝氏体的转变。 时间要求等温淬火的温度和时间应根据异型管的性能要求,参照该钢种的C曲线来确定,原则是奥氏体全部转变为下贝氏体,关于冷却介质通常采用硝盐浴溶液,为保证温度的稳定,应在介质中加入冷却装置,以防止介质温度的提高而影响到淬火质量。另外等温时间的长短应以异型管组织转变结束为基准,过长则降低了作业效率,因此要认真对待。 异性钢管概念有哪些?【1】异形钢管,矩管,方管尖角的概念:异形钢管,矩管,方管传统的焊接不锈钢方矩形管,通常用一架土耳其头辊配几道方矩形轧辊来出产。出产主要靠平辊轧制整型,因为平辊是两辊式构造形式,存在方矩形管四个角的辊缝不等和角部受力状况不共同的疑问,造成方矩形管四个角不尖不等,R=1.2t,矩形管尺为外圆角半径,f为壁厚。尽管契合有关公司标准,但不能满意用户对商品的高质量的需求。新式规划采用了土耳其头四辊轧制整型,因为土耳其头上装的四辊构造一样,四个角的辊缝持平,角部受力状况共同,当轧制力足够大时,角部发生塑性变形使金属填充角部,管的外外表构成了平面与弧面之间的交线——即尖角,【2】尖角异形钢管,矩管,方管变形机理在土耳其头四辊中心线处管坯横截面,矩形管的尖角构成机理与一般方矩形管靠弯曲成角是不同的,它靠的是轧辊的轧制力,经过弧形拱发生挤压力F,如图2所示,使钢带角部发生塑性变形从而使异形钢管,矩管,方管填充角部而成。弧形拱对角填充的压力土耳其头四辊在一定的弧面作用于钢带的同一横截面,满意式(1)的条件,即可经过轧辊压力使角部金属发生塑性变形,构成尖角。 不锈钢异型管是较新的技术:(一)高频焊,高频焊用于焊接不锈钢异型管是较新的技术。其生产的经济性,高频焊接具有较电源功率,对不同的材质、外径壁厚的管材都能达到较高的焊接速度。与氩弧焊相比,是其高焊接速度的10倍以上。因此,生产一般用途的不锈钢管具有较高的生产率。因为高频焊接速度高,给焊管内毛刺的去除带来困难。目前,高频焊不锈钢异型管尚不能为化工、核工业所接受,这也是其原因之一。从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢种。(二)氩弧焊,不锈钢异型管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应用。70年代德国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明显提高焊速。一般采用三电极焊炬的氩弧焊,焊接钢管壁厚S≥2mm,焊接速度比单焊炬提高3-4倍,焊接质量也得以改善。氩弧焊与等离子焊组合可以焊接更大壁厚的钢管,此外,在氩气中5-10%的氢气,再采用高频脉冲焊接电源,也可提高焊接速度。多焊炬氩弧焊适用于奥氏体和铁素体不锈钢异型管的焊接。(三)组合焊接,不锈钢异型管的各种焊接方法均有各自的优点和不足。如何扬长避短,将几种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢管质量和生产效率的要求,是当前不锈钢焊接技术发展的新趋势。经过近几年的探索研究,组合焊接工艺已取得了进展,常见的组合方法有:氩弧焊加等离子焊、高频焊加等离子焊、高频预热加三焊炬氩弧焊、高频预热加等离子加氩弧焊。组合焊接提高焊速十分显着。对于采用高频预热的组合焊接异型管焊缝质量与常规的氩弧焊、等离子焊相当,焊接操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备衔接,投资成本低,效益好。 如何区分异型管:实话说,现在建筑行业所使用的钢材种类还是很多的,而有一种叫异型管的质量优越、价格实惠,使用范围很广,一直备受人们的喜爱。而很多人却并不知道如何去区分异型管。异型管主要是区别于圆形钢管和方形钢管的其他形状的钢管,异型管分为焊接异型管和无缝异型管。不仅是在建筑业,在一些机械加工厂也是经常会使用到的。异型管的加工方式主要分为两种一种是用圆形钢管变形另外一种则是用钢板直接卷成成品异型管。



展望未来,万盛达钢铁有限公司将本着“以诚信为根本、以客户为中心”的现代营销理念,不断 宁夏银川大口径无缝方管产品质量,不断完善服务体系,源源不断地为广大消费者创造高品质、次、高价值的 宁夏银川大口径无缝方管精品!


异型管焊缝气孔的七点措施:焊缝气孔不但影响异型管的焊缝致密性,并且还会成为腐化的诱发点,降低焊缝强度和韧性。焊缝产生气孔的因素,主要包括焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及笼罩厚度,钢板的外貌质量以及钢板边板处置处罚,焊接工艺及异型管成型工艺等。 要异型管焊缝气孔的产生,我们建议采取以下措施:(一)焊剂厚度,焊剂的聚集厚度通常为25-45mm,焊剂颗粒度大、密度小时聚集厚度取大值,反之取小值。大电流、低焊速聚集厚度取大值,反之取小值。另外高温天气或周围湿度大时,使用的焊剂应烘干后再利用;(二)钢板板边处置,钢板板边应设置铁锈和毛刺扫除装置,以避免产生气孔的可能。扫除装置的位置好安置在铣边机和圆盘剪后,装置的布局是一边2个上下位置可调解间隙的自动钢丝轮,上下压紧板边;(三)减小次级磁场,为了避免磁偏吹的影响,应使工件上焊接电缆的毗连位置尽可能远离焊接终端,防止焊接电缆在异型管上发生次级磁场;(四)元素参与,焊接含有适量的CaF2和SiO2时,会反向吸取大量的H2,产生稳固性很高且不溶于液态金属的HF,从而可以防备氢气孔的形成;(五)成型工艺,当低落焊接速率或增大电流,从而使得焊缝熔池金属的结晶速率,以便于气体逸出,同时要是异型管带钢递送位置不稳固,应实时进行调解,杜绝通过微调前桥或后桥维持成型,造成气体逸出困难;(六)钢板外貌处置,为防止开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面排除装置;(七)焊缝形貌,异型管焊缝的成型系数过小,焊缝的形状窄而深,气体和混合物不容易浮出,易形成气孔和夹渣。通常焊缝成型系数控制在1.3-1.5,声测管取大值,薄壁取小值。 影响异型管脱磷的十点因素:脱磷的有利条件是高碱度、氧化性强和流动性良好的炉渣,以及较低的温度。而影响异型管脱磷的因素主要有以下十点:(一)增加炉渣中氧化铁含量,可加速石灰的渣化和改善熔渣的流动性,有利于脱磷反应;(二)当炉渣碱度较高和氧化铁含量较高时,都会使脱磷效果提高,但应指出炉渣碱度过高时,由于炉渣变稠,反而会使脱磷效果降低;(三)当炉渣中氧化铁含量过多时,由于其对炉渣的“稀释”作用,也会使脱磷效果降低;(四)钢液中有较多的磷进入炉渣中,随着炉温升高,磷的分配比降低,即会发生反磷现象;(五)炉温过低,不利于石灰的渣化,并影响熔渣流动性,也阻碍脱磷反应的进行;(六)当控制钢液温度在1550-1580℃,炉渣碱度R=3左右,其流动性良好时,磷的分配比高,脱磷效果显著;(七)若原料中磷含量高,好是采用炉外脱磷处理;也可采用双渣操作,或适当的加大渣量;(八)当前采用溅渣护炉技术,炉渣中MgO含量较高,要注意调整好熔渣流动性,否则对异型管脱磷也有影响;(九)脱磷是钢-渣界面反应,因此具有良好流动性的熔渣,进行充分的熔池搅动,会加速脱磷反应,提高脱磷效率。(十)为了保证异型管钢液的含磷量不超过规格要求,应将氧化期末含磷量作为扒除氧化渣开始还原的条件之一。一般规定,钢液含磷量低一半以上,才可以扒除氧化渣进行还原。 圆变方异型管焊接工艺;控制焊接变形此矩形管由于其外形属于细长杆类,因此焊接变形极难控制。焊接的主要变形有挠曲(正弯)、侧弯、角变形及扭曲变形等。对于此矩形管而言,主要的变形是横向收缩,使矩形断面尺寸受到影响,每边需缩进预留间隙90%左右;焊缝横向收缩后,竖板两端向内弯曲,使构件形成腰鼓状;由于焊缝断面大,输入热量多,必然引起较大的纵向收缩,使构件在长度方向形成挠曲变形;对因不合理焊接造成的扭曲变形,矫正十分困难,有时不得不割开重焊或整件报废。 从焊接变形理论可知,影响焊接变形大小的主要因素是:焊缝尺寸越大,熔敷金属越多,变形越大;焊缝尺寸相等时,焊缝热输入越大,造成的变形也越大;焊接大长焊缝时,分段比直通焊变形要小。 无缝异型管常见缺陷的检测方法:无缝异型管制造过程中偶尔会遇到缺陷问题,如果是在表面,用视觉就能检测到,但是如果问题出在里面又该怎么办呢?常用的检测方法一般来说有磁粉检测或渗透检测两种。磁粉检测或渗透检测可有效的发现异型管表面裂纹、折叠、重皮、发纹、针孔等表面缺陷。对于铁磁性材料、应优先采用磁粉检测法,因其具有较高的检测灵敏度;对于非铁磁性材料,如不锈钢异型管,则采用渗透检测法。当两端预留切除余量较少时,由于检测装置的结构原因,两端头有时得不到有效的检测,而异型管端头是有可能存在裂纹或其他缺陷的部位。如果端头存在有潜在的裂纹倾向,安装时的焊接热影响也有可能使潜在的裂纹扩展。因此,也应注意对焊后异型管一定区域的检测,及时发现钢管端头缺陷的扩展。对在线使用奥氏体异型管,当绝热层损坏或可能有雨水渗进的部位,应注意进行渗透检测,以发现应力腐蚀裂纹或点蚀等缺陷。但磁粉或渗透检测只能对异型管外表面进行检测,对内表面的缺陷则无能为力。对异型管内表面的检测,特别是裂纹类缺陷的检测,必须通过超声波检测来进行。



怎样简便的安装矩形钢管呢?在使用矩形钢管的期间应当周密一下:要注意收拾矩形钢管的管口,注定要将承口中的全体杂物都了解并擦洗爽脆。要清理胶圈及上胶圈,要将胶圈上的粘着物都清楚擦拭干净,并且要把胶圈弯成“梅花状”或许是8字形后才装入承口槽内里去,而且要用手沿着全盘胶圈来了却按压一遍,又或者是用橡皮锤将其砸实了,以保证胶圈的每一个控制都不会翘起或扭曲,之后要均匀地将将胶圈卡在承口槽里面。在插口的外外延以及胶圈的上面涂上一层光滑剂,要将润滑剂均匀地涂刷在承口那装配好了的胶圈里面的表面内,而且在插口的轮廓面涂刷润滑剂的时候要将插口线以外的插口的部位都要全盘刷均匀。必必要听命下管的哀求讲矩形钢管下到槽底去,我们通常都市选择人为下管的格局或者是机械下管的方式来进行驾驭。要把准备好了的机具确立安装到位,而且在安装的时候要注意不要把仍旧清理已毕的矩形钢管部位进行二次混浊。在安装的时候,要先将插口放进承口里面而且插口必须要压到承口里的胶圈上面,接好钢丝绳以及倒链并拉紧倒链,而且承口与插口之间必须留有不实2mm的间隔,并且要确保承口住址外沿到胶圈的隔绝都必须一概。 矩形钢管混凝土的抗压强度高,但抗弯能力很弱,而钢材,特别是型钢的抗弯能力强,具有良好的塑性,但在受压时容易失稳而丧失轴向抗压能力。而矩形钢管混凝土在结构上能够将二者的优点结合在一起,可使矩形钢管混凝土处于侧向受压状态,其抗压强度可成倍提高.同时由于矩形钢管混凝土的存在,提高了钢管的刚度,两者共同发挥作用,从而大大地提高了承载能力。矩形钢管混凝土作为一种新兴的组合结构,主要以轴心受压和作用力偏心较小的受压构件为主,被广泛使用于框、排架结构中。对于大偏心受压构件宜采用格构式构件。厂房柱和构架柱可根据厂房规模、结构形式、荷载情况和使用。 施工方便,工期缩短,节能减排,矩形钢管混凝土柱的零件较少,焊缝少,构造简单,柱脚常采用在矩形钢管混凝土基础上预留杯口的插人式柱脚,因而工厂制造比较简单,同时构件自重较小,运输和吊装也较易,施工很简便,而且矩形钢管混凝土柱采用板材卷制,板材厚度都不大,一般在40m以内,无论工厂焊接和现场进行对接,都没有什么困难。矩形钢管混凝土结构施工时,钢管可以做为劲性骨架承担施工阶段的施工荷载和结构重量,施工不受矩形钢管混凝土养护时间的影响,大大节省了时间。 矩形钢管按生产方法可分为两大类:无缝矩形钢管和有缝矩形钢管,有缝矩形钢管简称为直缝矩形钢管。无缝矩形钢管按生产方法可分为:热轧无缝管、冷拔管、精密矩形钢管、热扩管、冷旋压管和挤压管等。无缝矩形钢管用优质碳素钢或合金钢制成,有热轧、冷轧(拔)之分。焊接矩形钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊接矩形钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体输送用焊接矩形钢管、螺旋缝电焊矩形钢管、直接卷焊矩形钢管、电焊管等。无缝矩形钢管可用于各种行业的液体气压管道和气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道、电器管道等。 影响异型管壁厚等级的因素:腐蚀余量是考虑因介质对异型管的腐蚀而造成的管道壁厚减薄,从而增加的管道壁厚值。它的大小直接影响到壁厚的取值,或者说直接影响到壁厚等级的确定。许多的工程公司或设计院通常都将腐蚀余量分为四级:无腐蚀余量,对一般的不锈钢管道多取该值;1.6mm腐蚀余量,对于腐蚀不严重的碳素钢和铬钼钢多取该值;3.2mm腐蚀余量,对于腐蚀比较严重的碳素钢和铬钼钢管道多取该值;加强级腐蚀余量,对于有固体颗粒冲刷等特殊情况下的管道,根据实际情况确定其具体值。

今年在宁夏银川购买异型管冷镀锌管支持加工定制有了新选择,万盛达钢铁有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的异型管冷镀锌管支持加工定制产品。如需购买或咨询,请随时联系我们,联系人:陈经理-13310655558,QQ:13310655558,地址:经济开发区。